9常见缺陷图集及分析常见缺陷图集及分析三、常见伪缺陷二、其他几种缺陷一、常见缺陷及示意图一、常见缺陷1、圆形缺陷定义:长宽比小于等于3的非裂纹、未焊透和未熔合缺陷
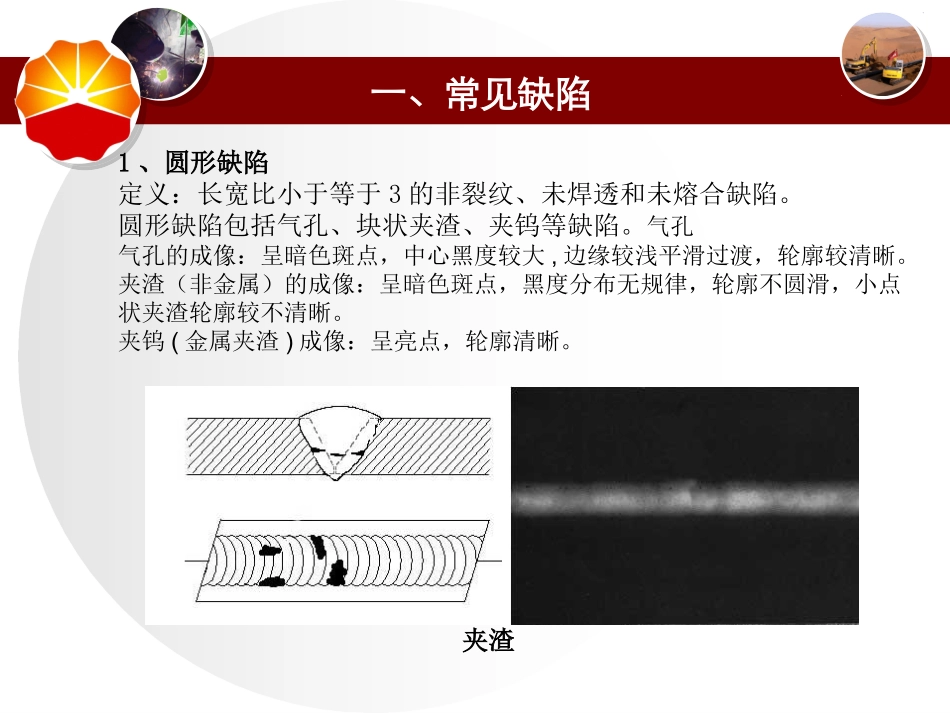
圆形缺陷包括气孔、块状夹渣、夹钨等缺陷
气孔气孔的成像:呈暗色斑点,中心黑度较大,边缘较浅平滑过渡,轮廓较清晰
夹渣(非金属)的成像:呈暗色斑点,黑度分布无规律,轮廓不圆滑,小点状夹渣轮廓较不清晰
夹钨(金属夹渣)成像:呈亮点,轮廓清晰
夹渣气孔密集气孔夹钨2、条形缺陷定义:不属于裂纹、未焊透和未熔合的缺陷,当缺陷的长宽比大于3时,定义为条状缺陷,包括条渣和条孔
3、未焊透定义:未焊透是指母材金属之间没有熔化,焊缝金属没有进入接头的部位根部造成的缺陷
影像特征:未焊透的典型影像是细直黑线,两侧轮廓都很整齐,为坡口钝边痕迹,宽度恰好是钝边的间隙宽度
有时坡口钝边有部分融化,影像轮廓就变得不很整齐,线宽度和黑度局部发生变化,但只要能判断是出于焊缝根部的线性缺陷,仍判定为未焊透
未焊透有底片上处于焊缝根部的投影位置,一般在焊缝中部,因透照偏、焊偏等原因也可能偏像一侧
未焊透呈断续或连续分布,有时能贯穿整张底片
未焊透单边未焊透4、未融合定义:未熔合是指焊缝金属与母材金属可焊缝金属之间未熔化结合在一起的缺陷
影像特征:根部未熔合的典型影像是连续或断续的黑线,线的一侧轮廓整齐且黑度较大,为坡口或钝边的痕迹,另一侧轮廓可能较规则,也可能不规则
根部未熔合在底片上的位置就是焊缝根部的投影位置,一般在焊缝的中间,因坡口形状或投影角度等原因出可能偏向一边
坡口未熔合的典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸
层间未熔合的典型影像是黑度不大的块状阴影,开关不规则,如伴有夹渣时,夹渣部位黑度较大