《数控实训-阶梯轴的加工》项目教学设计方案设计人:杜祥荣2010-4-9项目:数控实训-阶梯轴的加工一、教学地点;数控实训车间二、教学课时:4课时三、教学目标:1、知识目标:掌握阶梯轴的一种加工方法(G90)2、能力目标:1、增强动手能力的培养,激发学习数控技术的兴趣,提高学生的数控技术操作的成就感
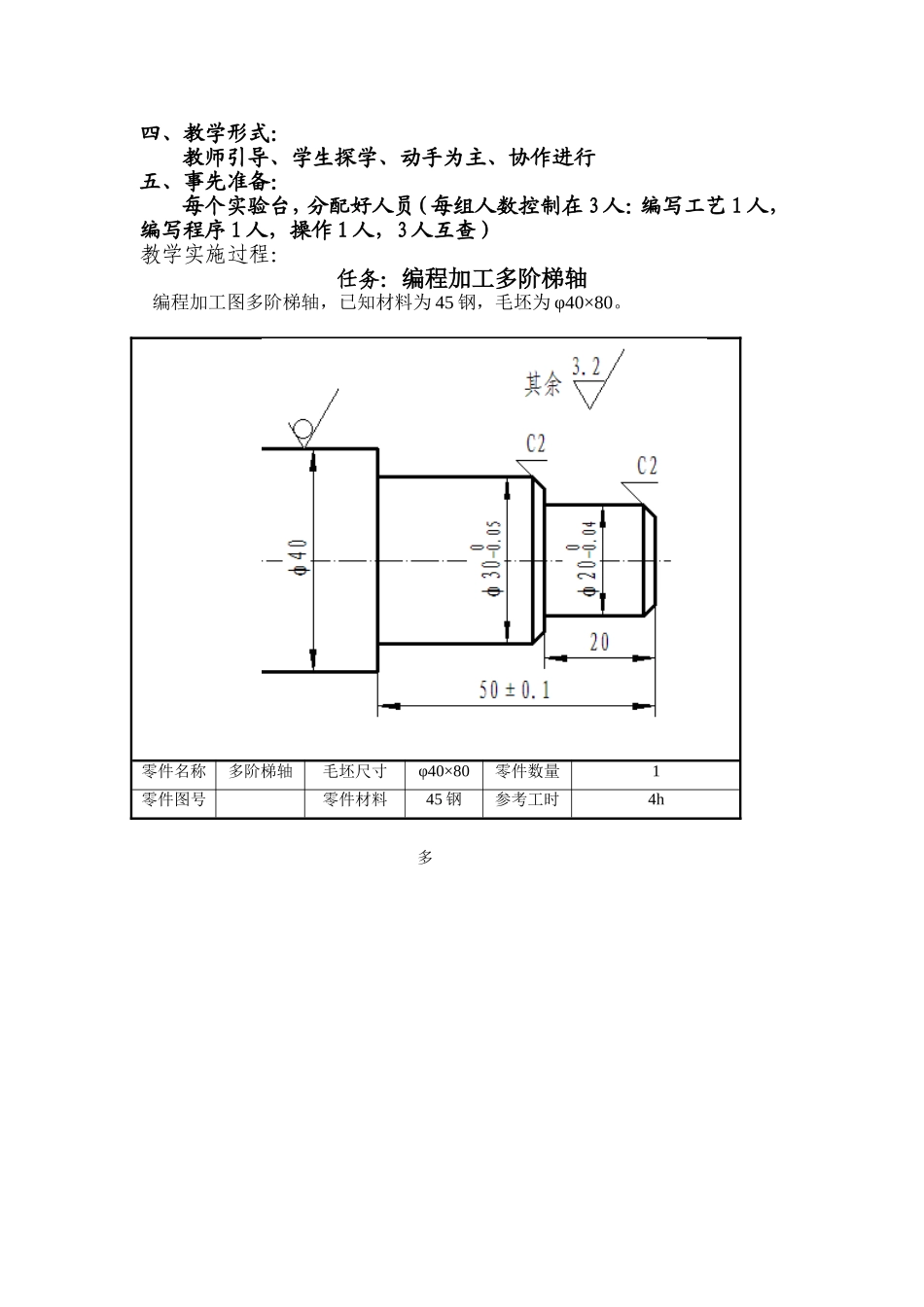
2、培养学生分析、解决问题能力四、教学形式:教师引导、学生探学、动手为主、协作进行五、事先准备:每个实验台,分配好人员(每组人数控制在3人:编写工艺1人,编写程序1人,操作1人,3人互查)教学实施过程:任务:编程加工多阶梯轴编程加工图多阶梯轴,已知材料为45钢,毛坯为φ40×80
多零件名称多阶梯轴毛坯尺寸φ40×80零件数量1零件图号零件材料45钢参考工时4h阶完成任务所需新授的主要内容:编程主要指令该零件加工编程主要应用G00、G01、G90指令
1、快速点定位G00、直线插补G01上述指令在任务一中已作详细讲解,本任务不再重述
凡前面任务中学习过的内容,在以后任务中涉及到的,一律不再介绍
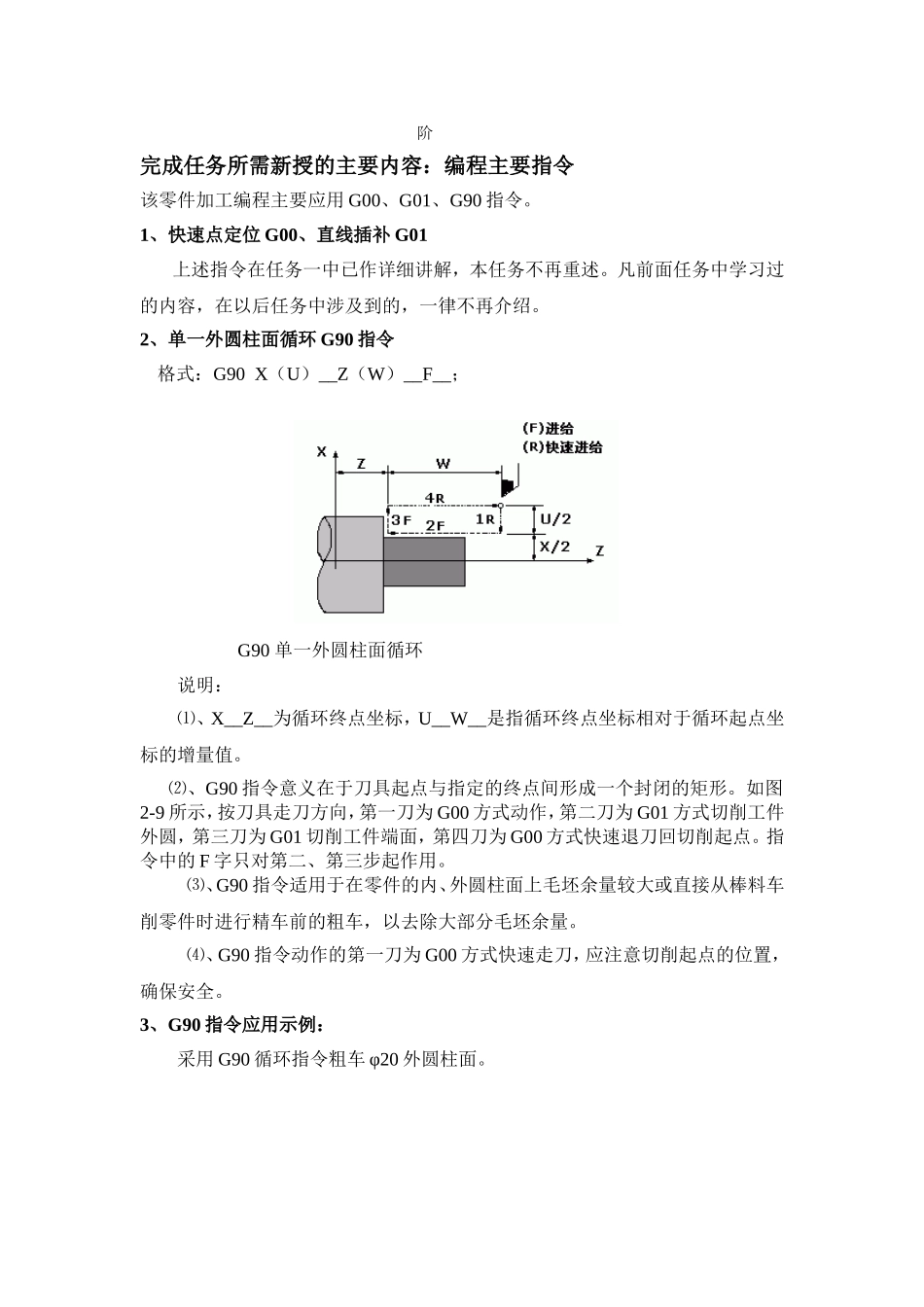
2、单一外圆柱面循环G90指令格式:G90X(U)__Z(W)__F__;G90单一外圆柱面循环说明:⑴、X__Z__为循环终点坐标,U__W__是指循环终点坐标相对于循环起点坐标的增量值
⑵、G90指令意义在于刀具起点与指定的终点间形成一个封闭的矩形
如图2-9所示,按刀具走刀方向,第一刀为G00方式动作,第二刀为G01方式切削工件外圆,第三刀为G01切削工件端面,第四刀为G00方式快速退刀回切削起点
指令中的F字只对第二、第三步起作用
⑶、G90指令适用于在零件的内、外圆柱面上毛坯余量较大或直接从棒料车削零件时进行精车前的粗车,以去除大部分毛坯余量
⑷、G90指令动作的第一刀为G00方式快速走刀,应注意切削起点的位置,确保安全
3、G90指令应用示例:采用G90循环指令粗车φ20外圆