统计过程控制(SPC)程序1目的为了解和改善过程,通过对过程能力的分析、评估使其有量化资料,为设计、制造过程的改进,选择材料,操作人员及作业方法,提供依据和参考
2范围本程序适用于*****有限公司做统计过程控制(PPK、CPK、CmK、PPM)的所有产品
3术语和定义SPC:指统计过程控制
CpK:稳定过程的能力指数
它是一项有关过程的指数,计算时需同时考虑过程数的趋势及该趋势接近于规格界限的程度
PpK:初期过程的能力指数
它是一项类似于CPK的指数,但计算时是以新产品的初期过程性能研究所得的数据为基础
Ca:过程准确度
指从生产过程中所获得的资料,其实际平均值与规格中心值之间偏差的程度
Cp:过程精密度
指从生产过程中全数抽样或随机抽样(一般样本在50个以上)所计算出来的样本标准差(σ×),以推定实际群体的标准差(σ)用3个标准差(3σ)与规格容许差比较
PPM:质量水准,即每百万个零件不合格数
指一种根据实际的缺陷材料来反映过程能力的一种方法
PPM数据常用来优先制定纠正措施
Cmk:设备能力指数:是反映机械设备在受控条件下,当其人/料/法不变时的生产能力大小
4职责质量部负责统计过程控制的监督、管理工作
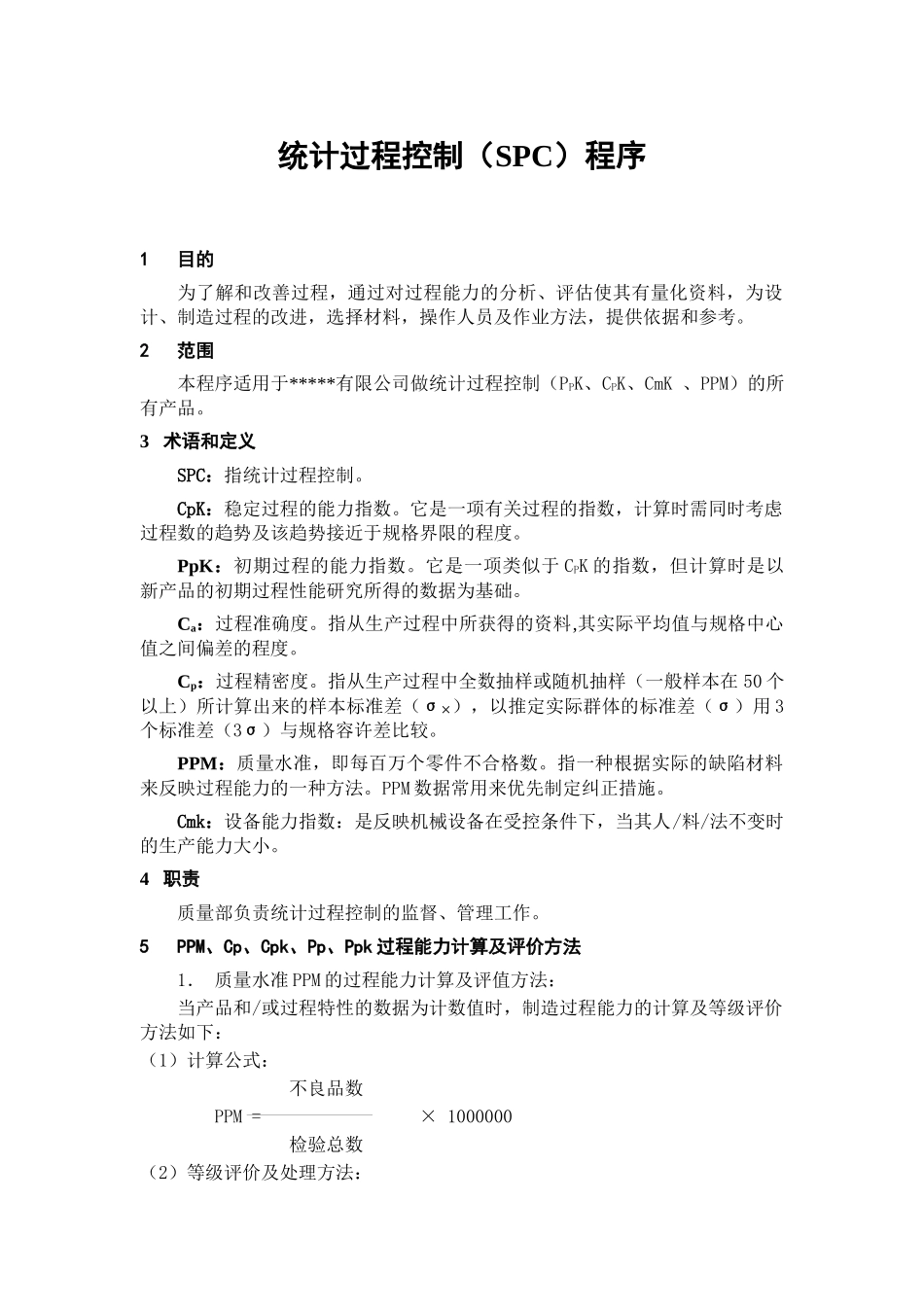
5PPM、Cp、Cpk、Pp、Ppk过程能力计算及评价方法1.质量水准PPM的过程能力计算及评值方法:当产品和/或过程特性的数据为计数值时,制造过程能力的计算及等级评价方法如下:(1)计算公式:不良品数PPM=×1000000检验总数(2)等级评价及处理方法:等级PPM值等级说明APPM≦233制造过程能力足够