QYJ-300切药机风险评定一、概述:QYJ-300切药机,安装于仓库一切药间,用于中药材切制操作
二、评定目的:对切药机可能因在设计、安装、运行、性能等方面可能存在的缺点项进行风险评定;并由此制订切实有效且需通过验证或确认的风险控制方法
从而避免/减少切药机能存在的缺点项给产品质量、生产环境、人员健康、公共安全等带来的风险隐患
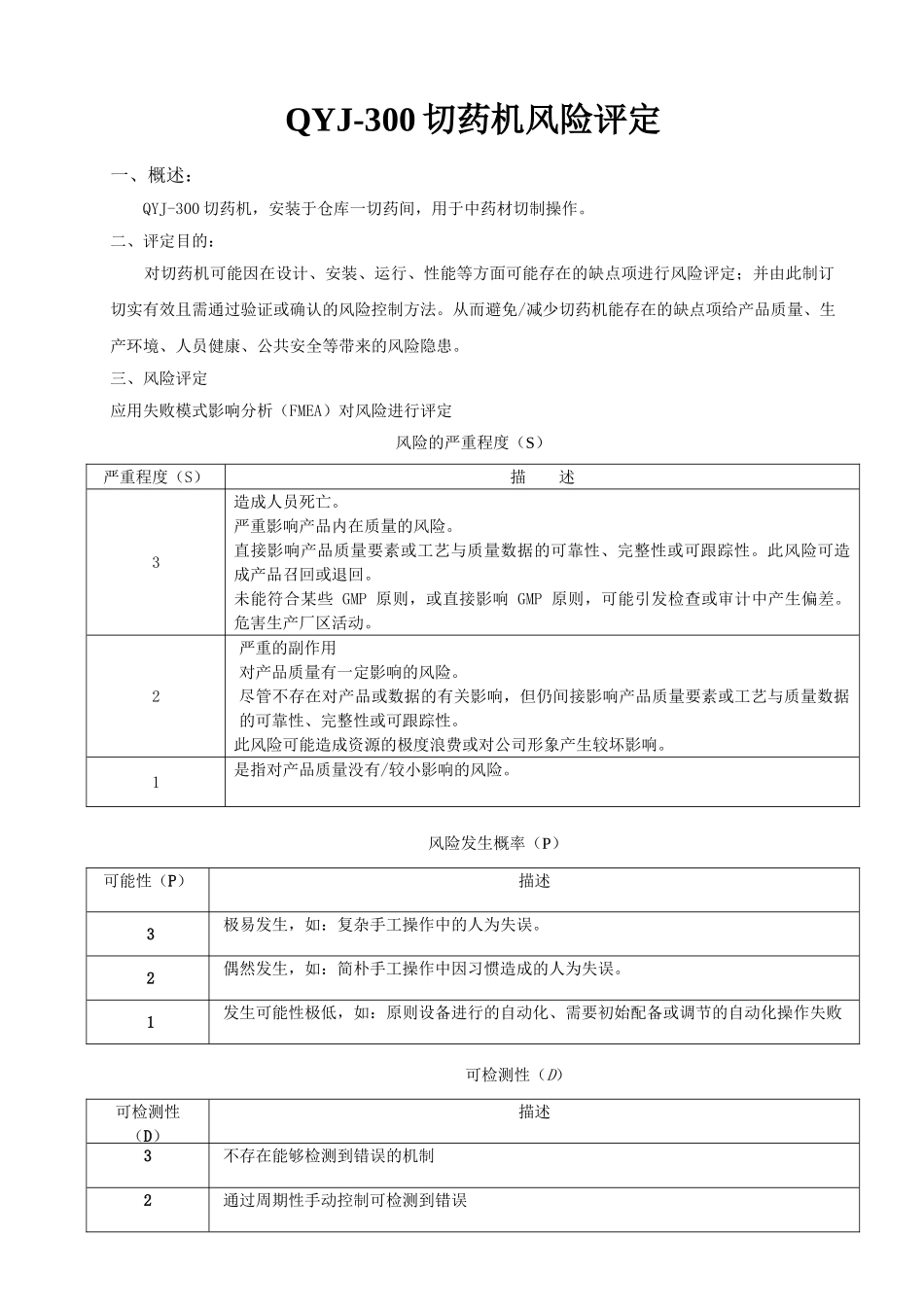
三、风险评定应用失败模式影响分析(FMEA)对风险进行评定风险的严重程度(S)严重程度(S)描述3造成人员死亡
严重影响产品内在质量的风险
直接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性
此风险可造成产品召回或退回
未能符合某些GMP原则,或直接影响GMP原则,可能引发检查或审计中产生偏差
危害生产厂区活动
2严重的副作用对产品质量有一定影响的风险
尽管不存在对产品或数据的有关影响,但仍间接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性
此风险可能造成资源的极度浪费或对公司形象产生较坏影响
1是指对产品质量没有/较小影响的风险
风险发生概率(P)可能性(P)描述3极易发生,如:复杂手工操作中的人为失误
2偶然发生,如:简朴手工操作中因习惯造成的人为失误
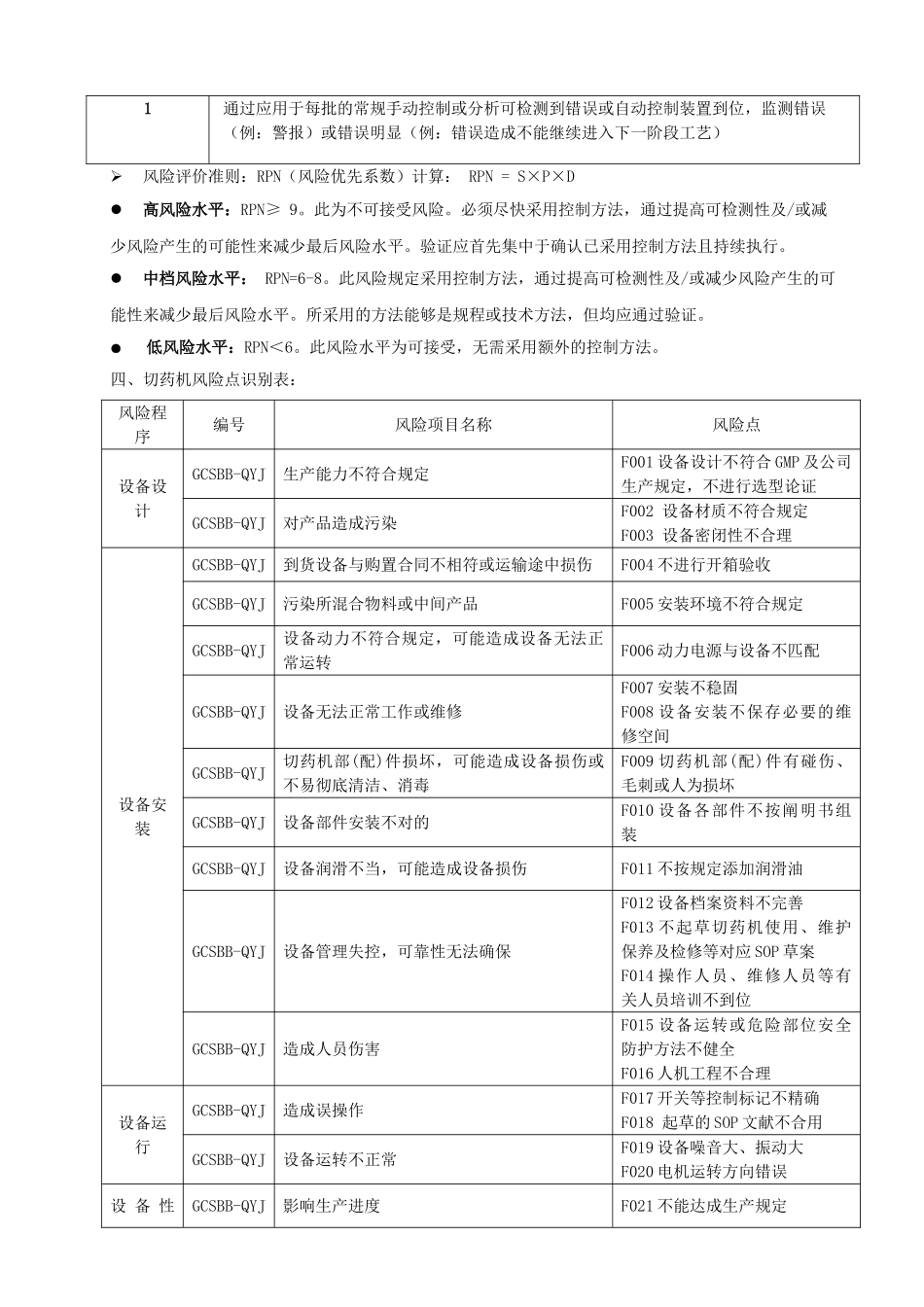
1发生可能性极低,如:原则设备进行的自动化、需要初始配备或调节的自动化操作失败可检测性(D)可检测性(D)描述3不存在能够检测到错误的机制2通过周期性手动控制可检测到错误1通过应用于每批的常规手动控制或分析可检测到错误或自动控制装置到位,监测错误(例:警报)或错误明显(例:错误造成不能继续进入下一阶段工艺)风险评价准则:RPN(风险优先系数)计算:RPN=S×P×D高风险水平:RPN≥9
此为不可接受风险
必须尽快采用控制方法,通过提高可检测性及/或减少风险产生的可能性来减少最后风险水平
验证应首先集中于确认已采用控制方法且持续执行
中档风险水平:RPN=6-8