铸件尺寸公差TPMKstandardizationoffice【TPMK5AB-TPMK08-TPMK2C-TPMK18】加工最终表面机械加工余量铸件尺寸公差铸件基本尺寸错型错型错型铸件尺寸公差1
主题内容与适应范畴本原则规定砂型锻造、金属型锻造、压力锻造等工艺办法生产的多个金属及合金铸件的尺寸公差
引用原则GB6414铸件尺寸公差GB1800公差与配合总论原则公差与基本偏差3
1普通术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定
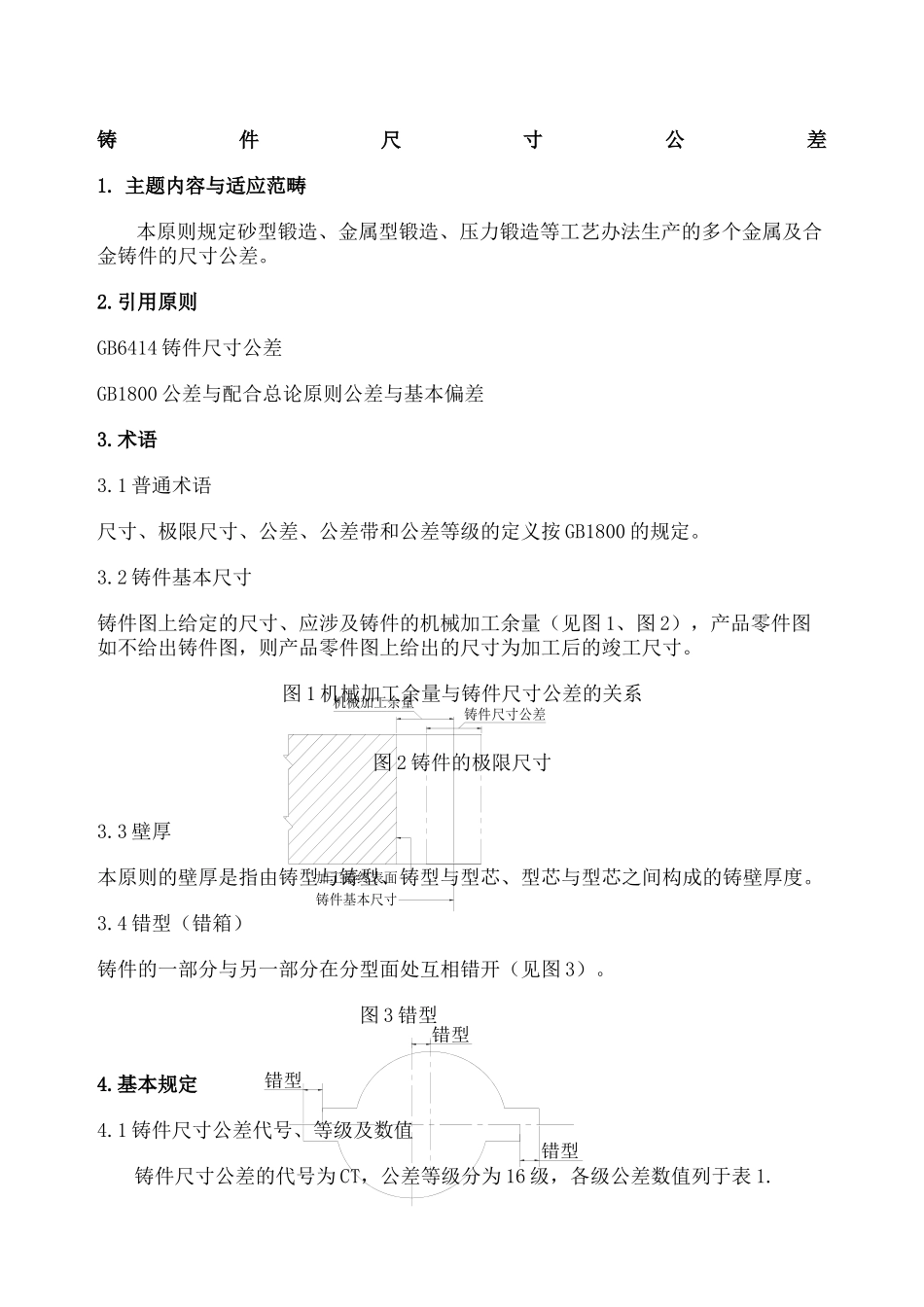
2铸件基本尺寸铸件图上给定的尺寸、应涉及铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的竣工尺寸
图1机械加工余量与铸件尺寸公差的关系图2铸件的极限尺寸3
3壁厚本原则的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度
4错型(错箱)铸件的一部分与另一部分在分型面处互相错开(见图3)
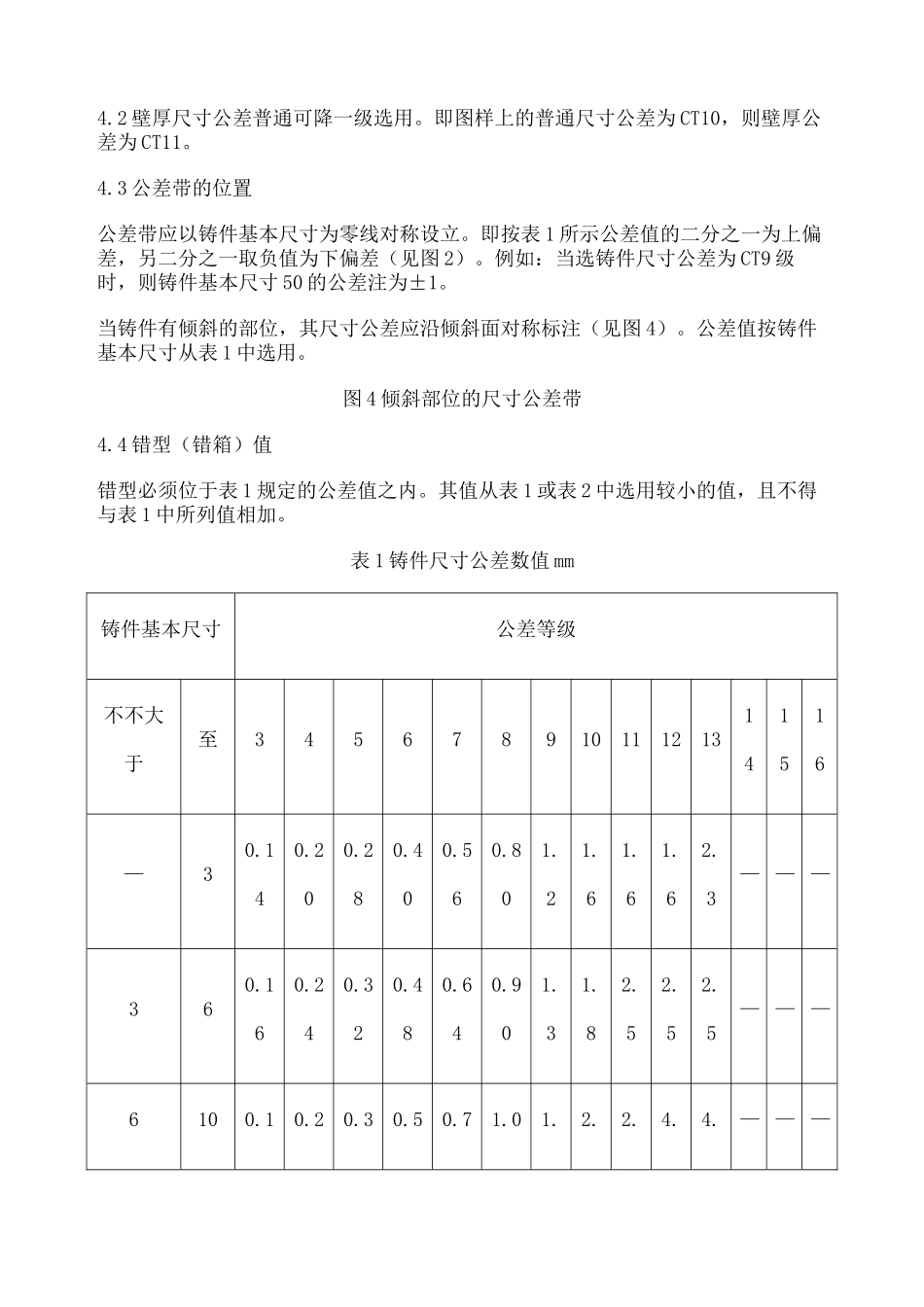
1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1
2壁厚尺寸公差普通可降一级选用
即图样上的普通尺寸公差为CT10,则壁厚公差为CT11
3公差带的位置公差带应以铸件基本尺寸为零线对称设立
即按表1所示公差值的二分之一为上偏差,另二分之一取负值为下偏差(见图2)
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)
公差值按铸件基本尺寸从表1中选用
图4倾斜部位的尺寸公差带4
4错型(错箱)值错型必须位于表1规定的公差值之内
其值从表1或表2中选用较小的值,且不得与表1中所列值相加
表1铸件尺寸公差数值mm铸件基本尺寸公差等级不不大于至345678910111213141516—30