产品构造设计规范阐明:图示:全部产品构造设计,都应在品质至上的基础上,以简朴实用、生产(装配)容易、符合客户规定为主
分件及装配,先从生产角度构思
尽量减少生产工序及零件,以提高生产量减少成本,提高其市场竟争力
图1-1图1-21
产品壁厚塑胶件的设计尽量做到一次完毕
对于难以确保的位置,应考虑到产品加胶容易,减胶难
预留些加胶的空间
产品壳体厚度:产品的的壁厚大小取决於产品需要承受的外力、体积大小、功效规定以及材料不同
普通的热塑性塑料壁厚设计应以4mm为上限
普通在满足所需规定状况下,尽量的减少产品壁厚
)1)A类:塑件外形高低不大于150mm,如MP3、MP4、GPS、遥控器等(ABS)
壁厚度普通为1
20mm~2
2)B类:塑件外形高低150~250mm,如座式电话机(ABS),壁厚度普通为1
3)C类:塑件外形高低250mm以上,如电饭煲(PP),器械外罩(ABS)
壁厚度普通为2
4)D类:对于对壳体有特别规定的产品,如音箱(壁厚对音响效果影象较大),壁厚由3
5)产品的壁厚直接影响到其寿命及成本,过薄可能会造成制品强度和刚度局限性,受力后容易翘曲变形
成型时流动阻力大,大型复杂的零件难以成形,使用过程容易变形破裂
过厚则增加材料的成本,成型周期加长,减少生产率,产品表面产生缩水、气泡等不良现象
6)在产品壁厚设计时应充足考虑其体积大小、材质、使用场合
参考客户意见等资料
如果在使用过程中表面受外加力或气压水压等,更须作出适宜计算
7)A类产品普通会有小装饰件,装饰件壁厚为0
8)不建议使用大件的塑胶装饰件,大装饰件可改用厚为0
0的不锈钢件
9)IML件壁厚规定1
2以上,局部壁厚不不大于0
8,凹陷的深度不不不大于0
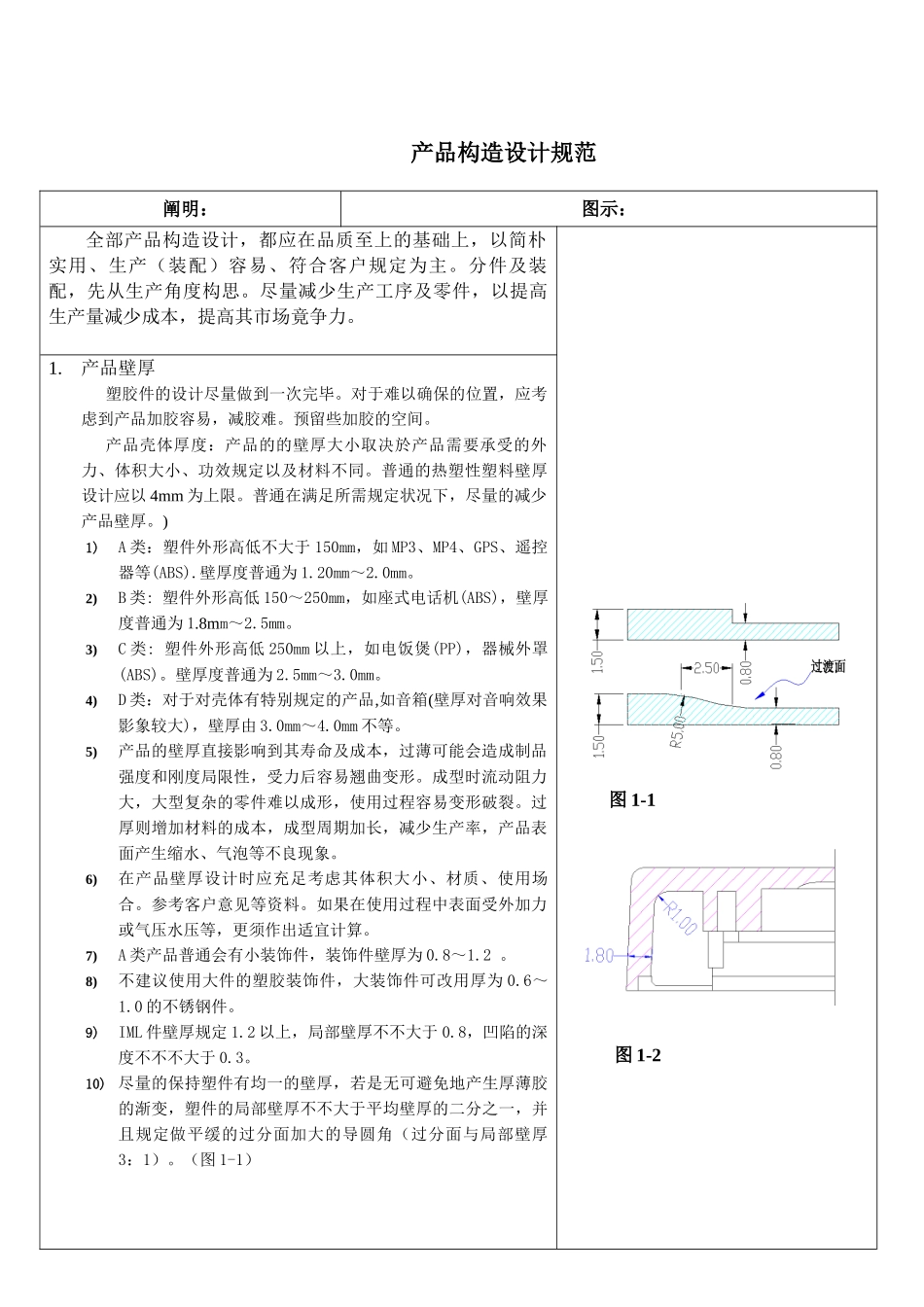
10)尽量的保持塑件有均一的壁厚,若是无可避