钣金刨槽工艺Themanuscriptwasrevisedontheeveningof钣金刨槽工艺钣金加工是机械加工中一种不可或缺的构成部分,特别在航空、家电、汽车、电梯等行业中,钣金零件应用甚广
折弯工序作为钣金加工中唯一一道单体成形工序,是钣金加工中最为重要的工序之一,折弯工艺的好坏将直接影响到产品的成形尺寸和外观
因此,如何确保折弯过程中工件的成形尺寸和角度,是折弯工艺中一种重点研究的内容
随着经济的发展以及人们生活水平的提高,人们感官追求的目的也日益攀升,在某些高档场合的金属装饰中,金属薄板饰品弯制的形状越复杂,越能体现设计师的设计水准和新潮风格,从而吸引广大客户的眼球
同时工件还要满足折弯棱边圆弧半径尽量的小、工件表面无折痕、装饰面无压痕等工艺规定
传统折弯机折弯已经无法达成这一特殊的工艺规定,因此,在金属板材上进行刨槽折弯的工艺应运而生
本文重要讲述刨槽工艺的特点及开槽方式,以及如何在折弯过程中确保折弯的尺寸和角度
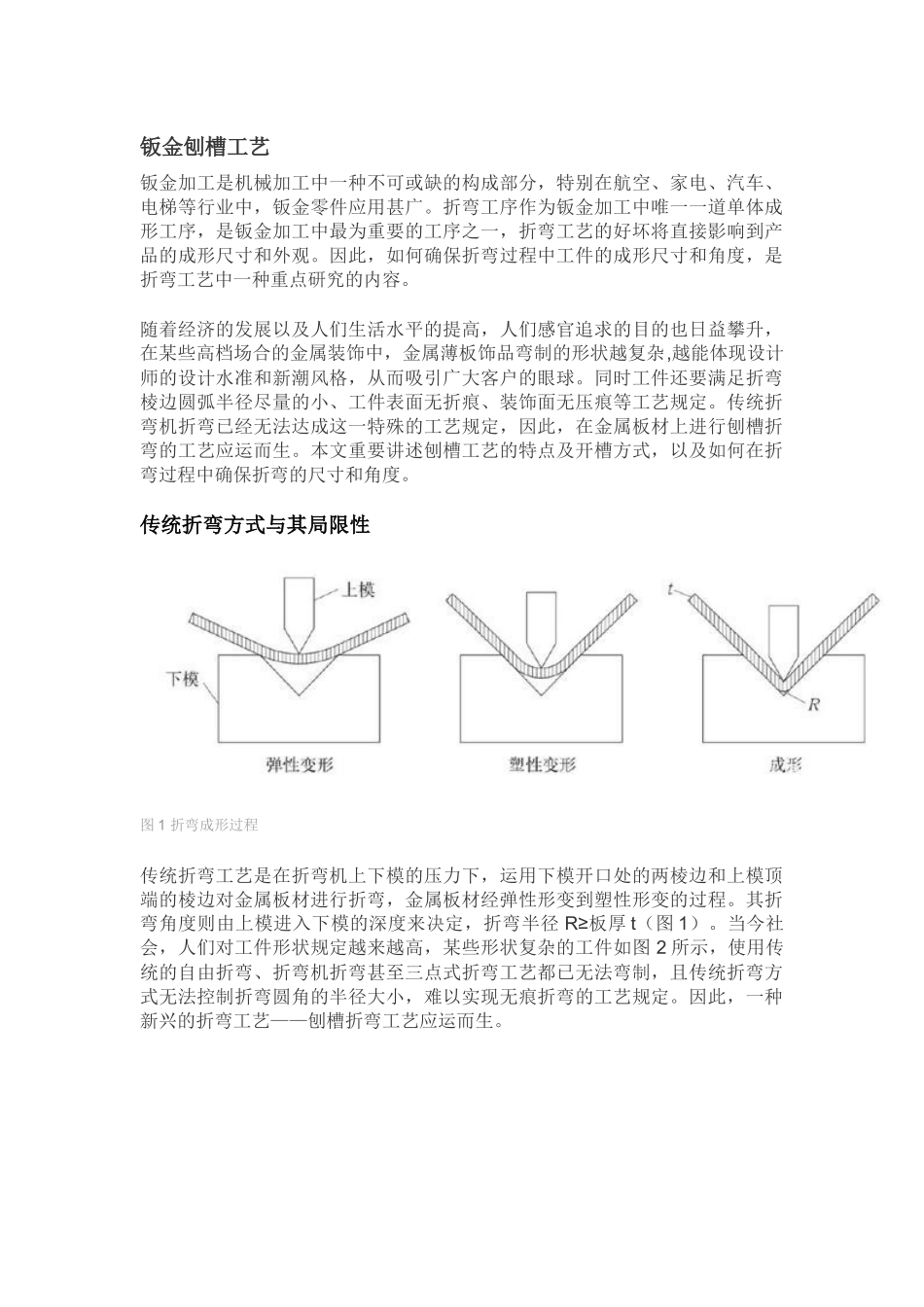
传统折弯方式与其局限性图1折弯成形过程传统折弯工艺是在折弯机上下模的压力下,运用下模开口处的两棱边和上模顶端的棱边对金属板材进行折弯,金属板材经弹性形变到塑性形变的过程
其折弯角度则由上模进入下模的深度来决定,折弯半径R≥板厚t(图1)
当今社会,人们对工件形状规定越来越高,某些形状复杂的工件如图2所示,使用传统的自由折弯、折弯机折弯甚至三点式折弯工艺都已无法弯制,且传统折弯方式无法控制折弯圆角的半径大小,难以实现无痕折弯的工艺规定
因此,一种新兴的折弯工艺——刨槽折弯工艺应运而生
图2形状复杂的钣金件刨槽折弯工艺特点刨槽折弯工艺是一种先用刨槽机在金属板材需要折弯的位置上进行划线刨V形槽,然后再根据需求在普通折弯机上进行折弯的工序
刨槽折弯工艺特点重要涉及下列三个方面
工件棱边的圆弧半径小、工件无折痕由折弯工艺可知,工件折弯后其棱边圆弧半径的大小和板