热收缩套(带)补口工序1、普通工序准备工作→管口清理→管口预热→管口表面解决→管口加热、测温→涂刷底漆→热收缩套(带)安装→加热热收缩套(带)→检查验收→管口补口标记→填写施工、检查统计1、补口机具及检测器具应符合下列规定:——空气压缩机出口处应有油水过滤器,空气压缩机排气量不不大于6m3/min;——火焰喷枪、聚四氟乙烯辊轮应由材料生产厂商提供;——液化气罐应符合安全规定,且减压阀输出压力不不大于0
15MPa;——数字式测温仪测温,测温范畴0℃~300℃之间,且5s稳定显示;——电火花检漏仪的输出电压应满足15kV检漏电压的规定
2热收缩套(带)的检查1
热收缩套(带)包装应严密,应清晰标明下列内容或按业主、监理规定标明:——生产厂商、产品名称;——材料规格、批号;——生产日期
2.同一牌号的热收缩套(带),首批到货及后来每5000个,应随机抽样,按表1规定的项目进行全方面检查,其成果应符合表1的规定
若不合格,应加倍抽查;仍不合格,则该批判为不合格
以上检查应由业主或监理指定的检测部门进行
3.热收缩套(带)基材边沿应平直,表面平整、清洁、无气泡、庇点、裂口及分解变色
热收缩套(带)的基材厚度应不不大于1
5mm,胶层厚度应不不大于0
8mm,周向收缩率应不不大于15%,轴向收缩率应符合业主的定货规定
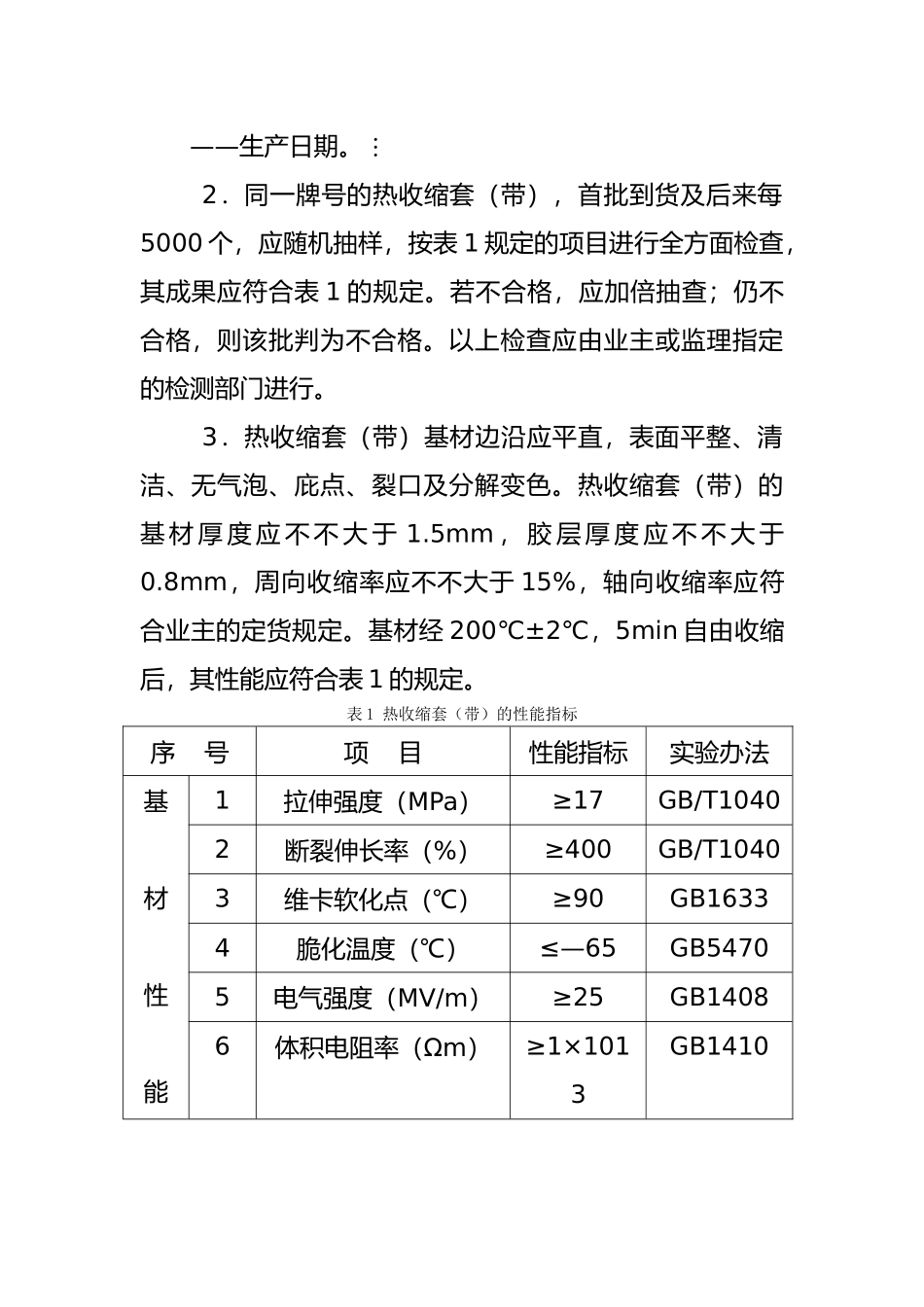
基材经200℃±2℃,5min自由收缩后,其性能应符合表1的规定
表1热收缩套(带)的性能指标序号项目性能指标实验办法基材性能1拉伸强度(MPa)≥17GB/T10402断裂伸长率(%)≥400GB/T10403维卡软化点(℃)≥90GB16334脆化温度(℃)≤—65GB54705电气强度(MV/m)≥25GB14086体积电阻率(Ωm)≥1×1013GB1410指标7耐环境应力开裂(F50)(h)≥1000GB/T18428耐化学介质腐蚀SY