五金件检查规范1.目的及适及范畴:1
1本检查规范为了进一步提高五金制品的质量,在产品生产及出厂时能严格把关,制订出适应我司的五金件检查原则,为外观检查提供科学、客观的办法
对某些无法用定量表明的缺点,用供需双方制订的检查原则和封样的方法加以解决
2本检查规范合用于金属五金件制成的产品及其有关加工构成品,及小五金件(如螺丝,卯钉,卡扣等)的检查与验收
参考文献本检查规范参考金属冷冲压件通用技术条件本规范若与零件图/规格相抵触,则以零件图/规格为优先本规范若与参考文献相抵触,则以本规范为优先3
1术语:刮伤---手指感觉不出之线凹痕或痕迹
裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因内/外力或机械损伤而造成的裂纹和细小开裂
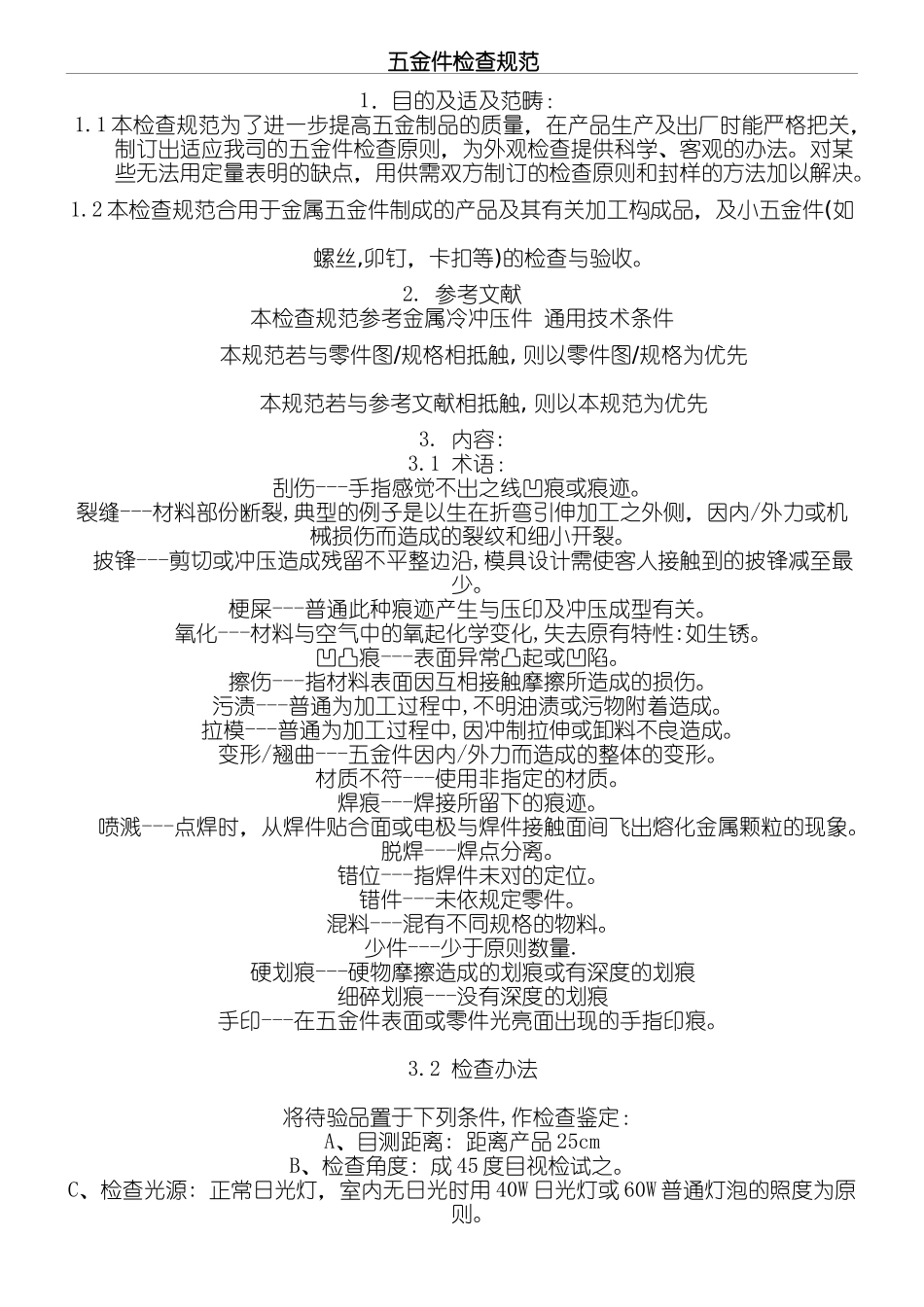
披锋---剪切或冲压造成残留不平整边沿,模具设计需使客人接触到的披锋减至最少
梗屎---普通此种痕迹产生与压印及冲压成型有关
氧化---材料与空气中的氧起化学变化,失去原有特性:如生锈
凹凸痕---表面异常凸起或凹陷
擦伤---指材料表面因互相接触摩擦所造成的损伤
污渍---普通为加工过程中,不明油渍或污物附着造成
拉模---普通为加工过程中,因冲制拉伸或卸料不良造成
变形/翘曲---五金件因内/外力而造成的整体的变形
材质不符---使用非指定的材质
焊痕---焊接所留下的痕迹
喷溅---点焊时,从焊件贴合面或电极与焊件接触面间飞出熔化金属颗粒的现象
脱焊---焊点分离
错位---指焊件未对的定位
错件---未依规定零件
混料---混有不同规格的物料
少件---少于原则数量
硬划痕---硬物摩擦造成的划痕或有深度的划痕细碎划痕---没有深度的划痕手印---在五金件表面或零件光亮面出现的手指印痕
2检查办法将待验品置于下列条件,作检查鉴定:A、目测距离:距离产品25cmB、检查角度:成45度目视检试之
C、检查光源: