铸件热解决工艺及作业指导书文献编号:JB/CG-10)版本号:A修订次数:01PagesPossessthe9Pages前提:本作业指导书系建蓓锻造有限公司的核心工艺文献之一
它针对公司产品实现的第三个特殊过程(见《公司质量手册》章节号4
7)提出了系统完整的操作、控制规定,必须得到充足严格贯彻执行
本作业指导书所取参数,重要源于化工出版社的《钢铁热解决实用技术》
*本作业指导书中打“*”并用楷体注明的文字,是警/提示内容,也可作为执行条款
灰铸铁的退火、正火热解决工艺1
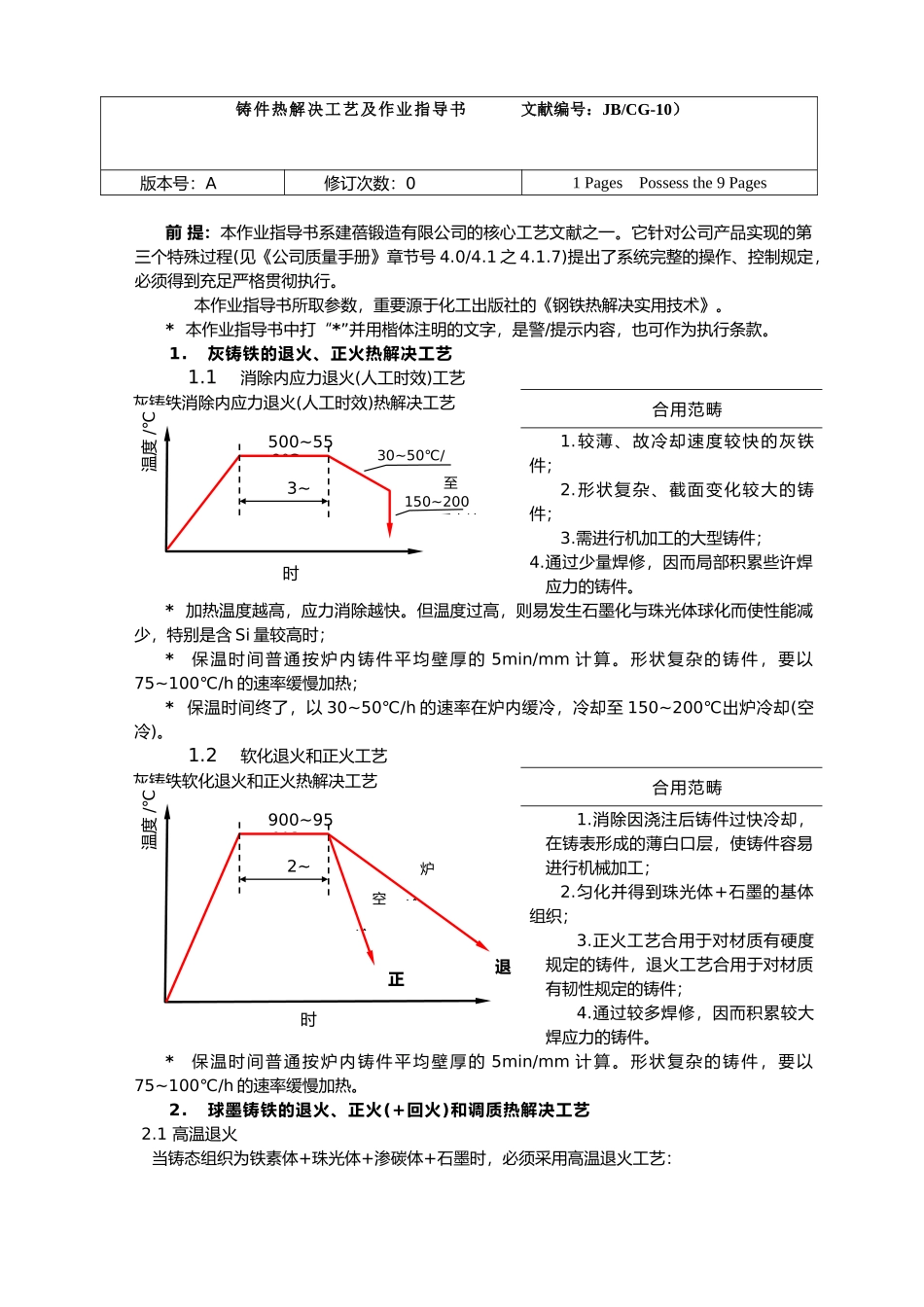
1消除内应力退火(人工时效)工艺灰铸铁消除内应力退火(人工时效)热解决工艺合用范畴1
较薄、故冷却速度较快的灰铁件;2
形状复杂、截面变化较大的铸件;3
需进行机加工的大型铸件;4
通过少量焊修,因而局部积累些许焊应力的铸件
*加热温度越高,应力消除越快
但温度过高,则易发生石墨化与珠光体球化而使性能减少,特别是含Si量较高时;*保温时间普通按炉内铸件平均壁厚的5min/mm计算
形状复杂的铸件,要以75~100℃/h的速率缓慢加热;*保温时间终了,以30~50℃/h的速率在炉内缓冷,冷却至150~200℃出炉冷却(空冷)
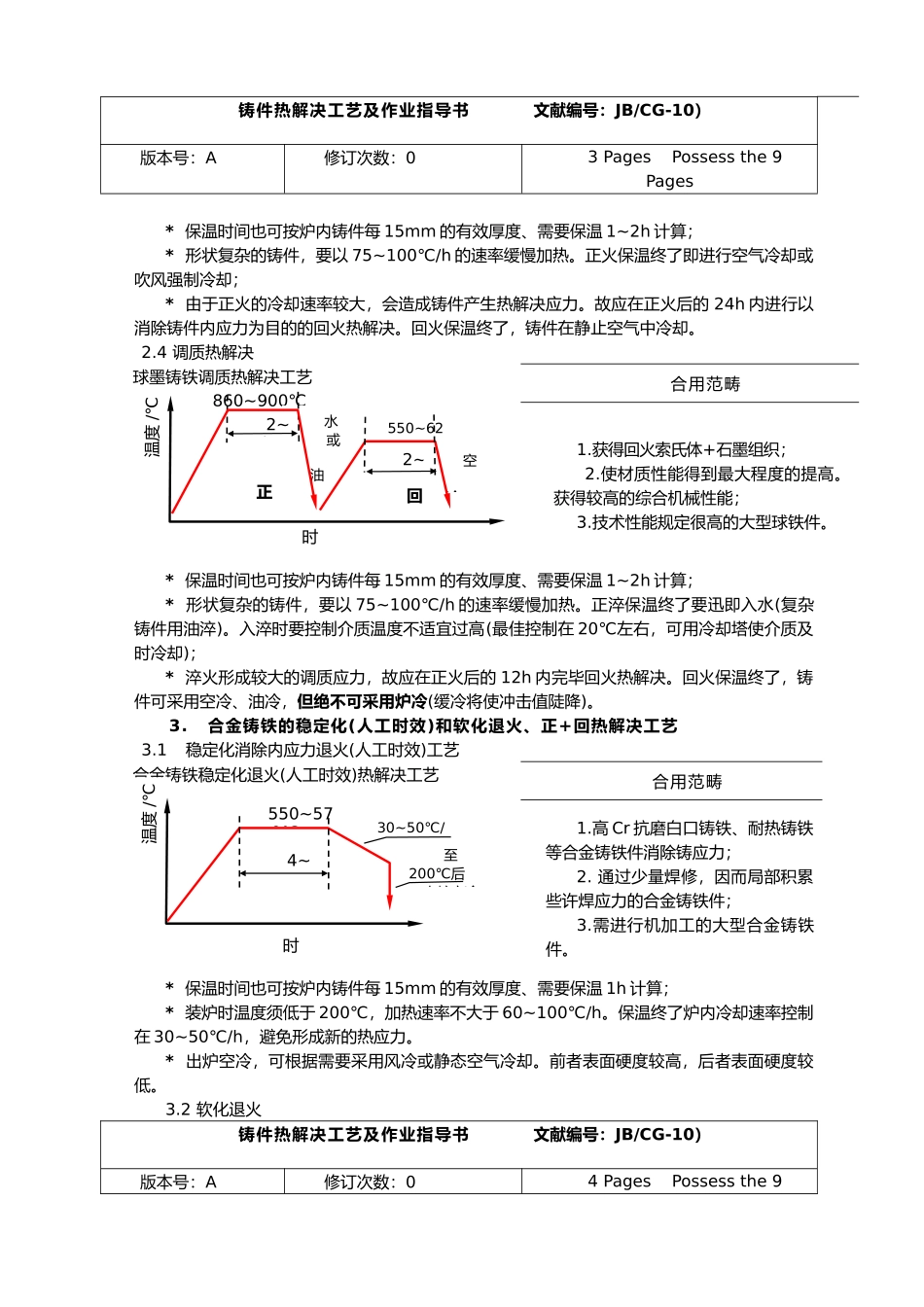
2软化退火和正火工艺灰铸铁软化退火和正火热解决工艺合用范畴1
消除因浇注后铸件过快冷却,在铸表形成的薄白口层,使铸件容易进行机械加工;2
匀化并得到珠光体+石墨的基体组织;3
正火工艺合用于对材质有硬度规定的铸件,退火工艺合用于对材质有韧性规定的铸件;4
通过较多焊修,因而积累较大焊应力的铸件
*保温时间普通按炉内铸件平均壁厚的5min/mm计算
形状复杂的铸件,要以75~100℃/h的速率缓慢加热
球墨铸铁的退火、正火(+回火)和调质热解决工艺2
1高温退火当铸态组织为铁素体+珠光体+渗碳体+石墨时,必须采用高温退火工艺:正火退火炉冷空冷温度/℃至15