洛阳机车车辆配件有限公司铸件热解决工艺规程编号QB/LW-1209-1范畴本原则规定了铸钢件热解决工艺操作与检查规程
2引用原则TB/T2942-1999铁道用铸钢件采购与验收技术条件TB/T2450-93ZG230-450铸钢金相检查TB/T2451-93铸钢件金相夹杂物金相检查TB/T5148-1993金属平均晶粒度测定办法GB/T231
1-金属布氏硬度实验第一部分:实验办法Q/QC35-136-铁道货车车钩制造技术条件3操作前准备3
1检查各热电偶和测温仪,与否正常
2检查各电器开关、线路、仪表,与否正常
3检查窑体、窑门、窑车状态,与否正常
4操作者明确本窑次热解决铸件名称、数量、材质及工艺曲线
4操作过程4
1铸件及试片装窑4
1清整后的铸件,应经检查人员确认,写好装窑标统计,方可装窑
2同一材质不同炉次的铸件允许同窑解决,但同炉次铸件单独摆放,不能混放,铸件之间留有一定空隙
铸件放平、垫牢,避免热解决变形
根据热解决窑的功率、载荷,拟定装载量,严禁超载
3铸件装窑后,根据铸件的炉次,装入随炉试棒
4试棒的装窑位置应能较好地代表铸件的热解决状况
编制审核第1页共9页校对原则标记处数更改根据签名日期会签同意洛阳机车车辆配件有限公司铸件热解决工艺规程编号QB/LW-1209-4
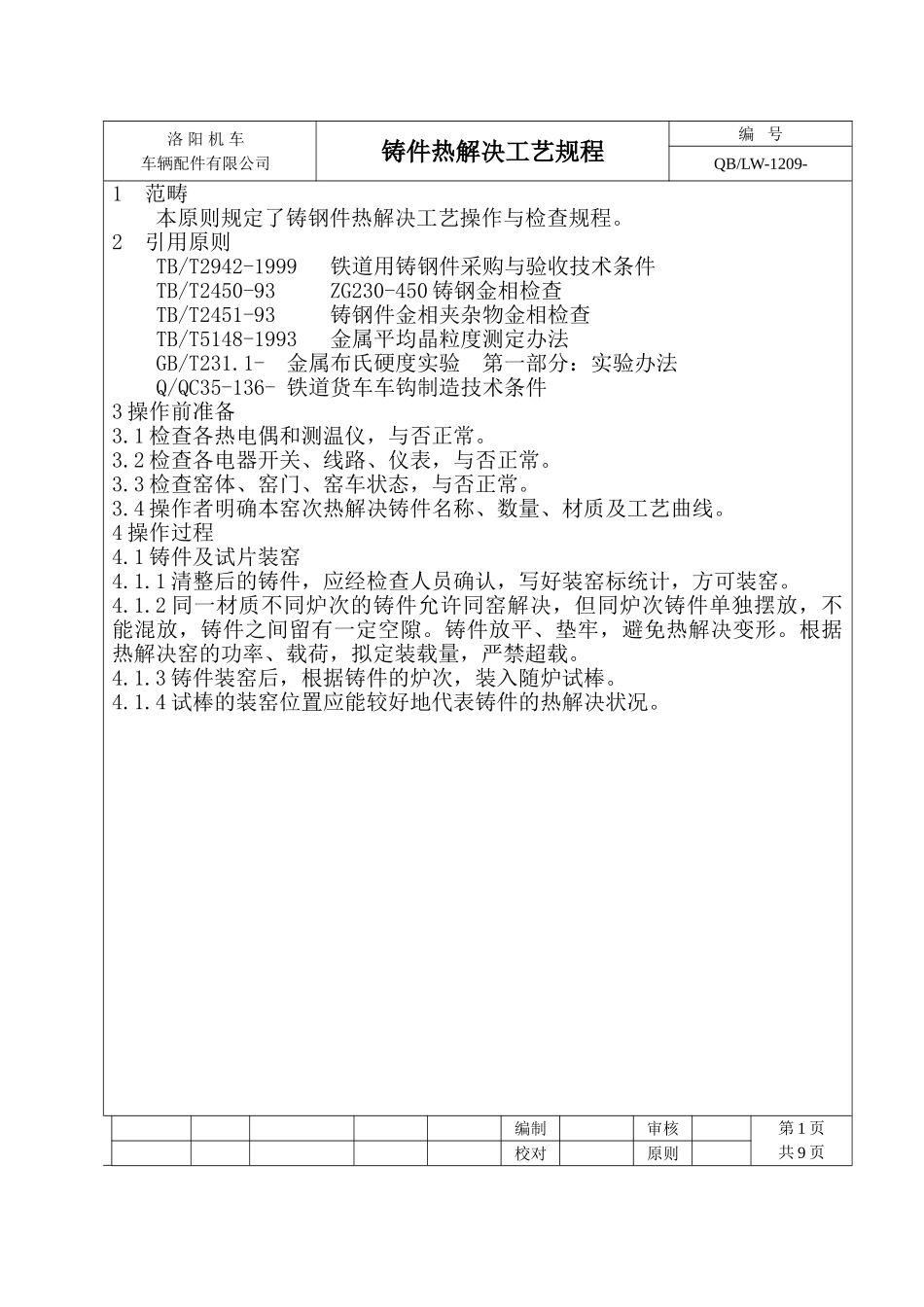
1根据铸件材质牌号,选择或设定热解决工艺曲线,工艺参数设定后,要随时检查窑温及曲线统计,确保曲线统计符合工艺规定
2ZG230-450铸钢件按下列热解决曲线正火:温度(℃)900±10保温时间3–3
5空冷ZG230-450铸件正火曲线时间(h)4
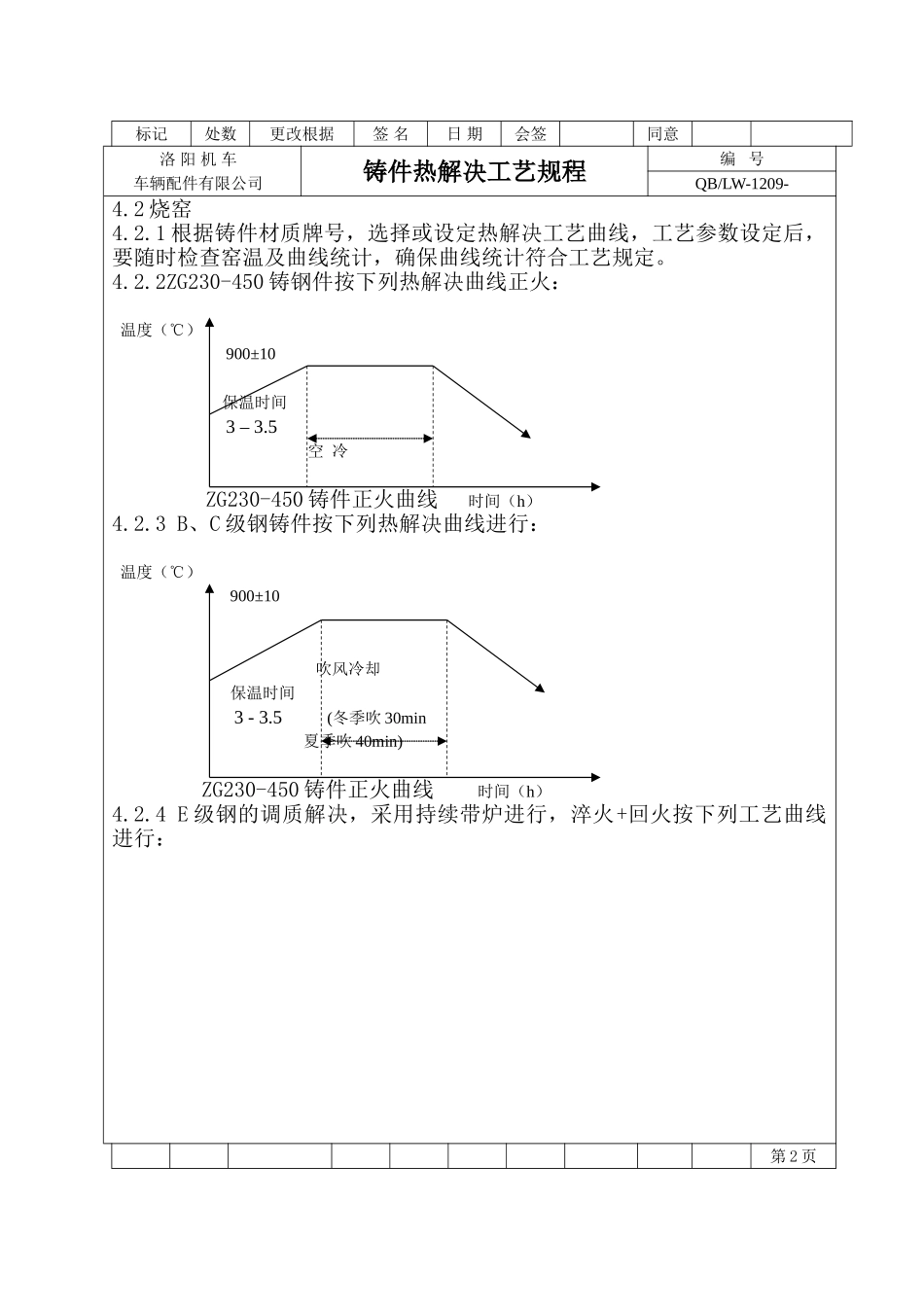
3B、C级钢铸件按下列热解决曲线进行:温度(℃)900±10吹风冷却保温时间3-3
5(冬季吹30min夏季吹40min)ZG230-450铸件正火曲线时间(h)4