螺旋焊管管道的焊接1
概况本作业指导书涉及榆中县三电东干末级泵站改建工程第五标段螺旋焊管及其弯头、岔管焊接作业
其钢管的材质为Q235B
2.编制根据、取用原则2
1《施工组织设计》;2
设计单位和设备厂家提供的有关的图纸、技术原则及规定等;2
《水利工程压力钢管制造安装及验收规范》SL432-;2
《水工金属构造焊接通用技术条件》(SL36-);2
《水工金属构造焊工考试规则》(SL35-);2
《焊接工艺规程及评定的普通原则》(GB/T19866)3.作业准备及条件规定3
2焊接设备:ZX7-400D型交流焊机
3焊接材料:焊条;THJ422(E4303)
4焊接办法:手工电弧焊
5人员安排:焊接技术人员、质检员、焊工
6条件规定3
1焊工必须是通过焊接基本知识和实际操作技能的培训,并按DL/T679-1999《焊工技术考核规程》考核,获得焊工合格证书,持证焊工必须在其考试合格的项目及其承认范畴内施焊.3
2焊前技术人员要向焊工进行技术方法、安全方法交底
焊工本人要对所施焊部件的工艺规定理解清晰,凡遇与作业指导书规定不符时,焊工应回绝施焊
当出现重大质量问题时,报有关人员,不得自行解决
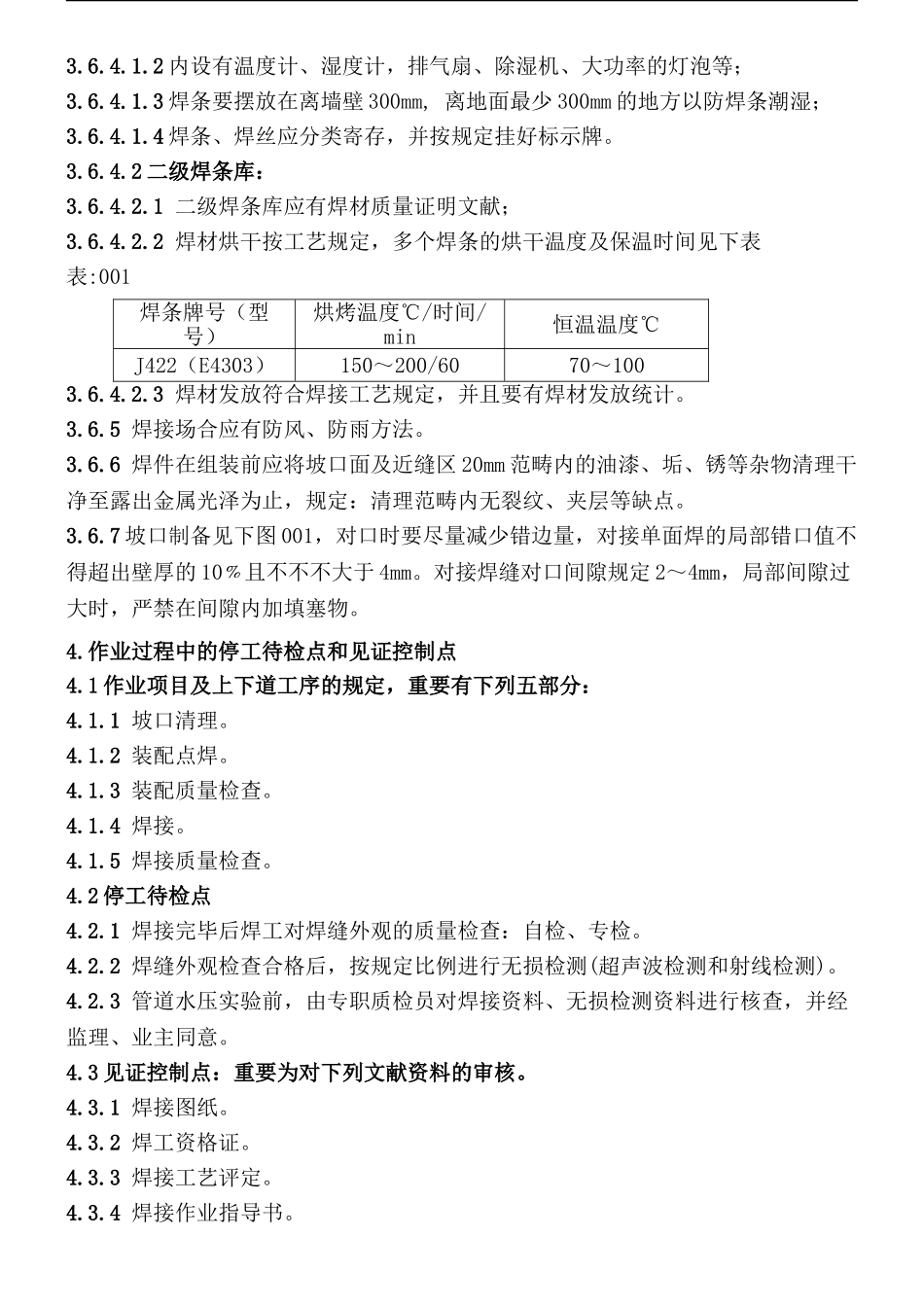
3焊接场合应有防风、防雨方法,焊材应有生产厂家的质量证明书,焊条应经有关部门检查合格后方可使用,在使用前应按规定进行烘干,使用时须装入经预热的保温筒内,保温筒应工作有效
使用不完的焊条应放回烘箱进行保温,保温温度为70~150℃
焊条烘干次数不适宜超出2次
4现场建立焊材一、二级库,制订对应的管理制度并指定专人管理,负责焊材的烘干、领取、发放、回收,并做好文字统计等工作
1一级焊条库:3
1焊条证明文献;3
2内设有温度计、湿度计,排气扇、除湿机、大功率的灯泡等;3