QA作业流程一、目的:确保客户收到符合要求的产品,防止不良品流入市场,加强内部沟通,特制定以下内部流程二、范围:所有出货成品包括散件均属之三、职责:1
品质部:成品的检验;2
生产部:产品的生产与追踪;3
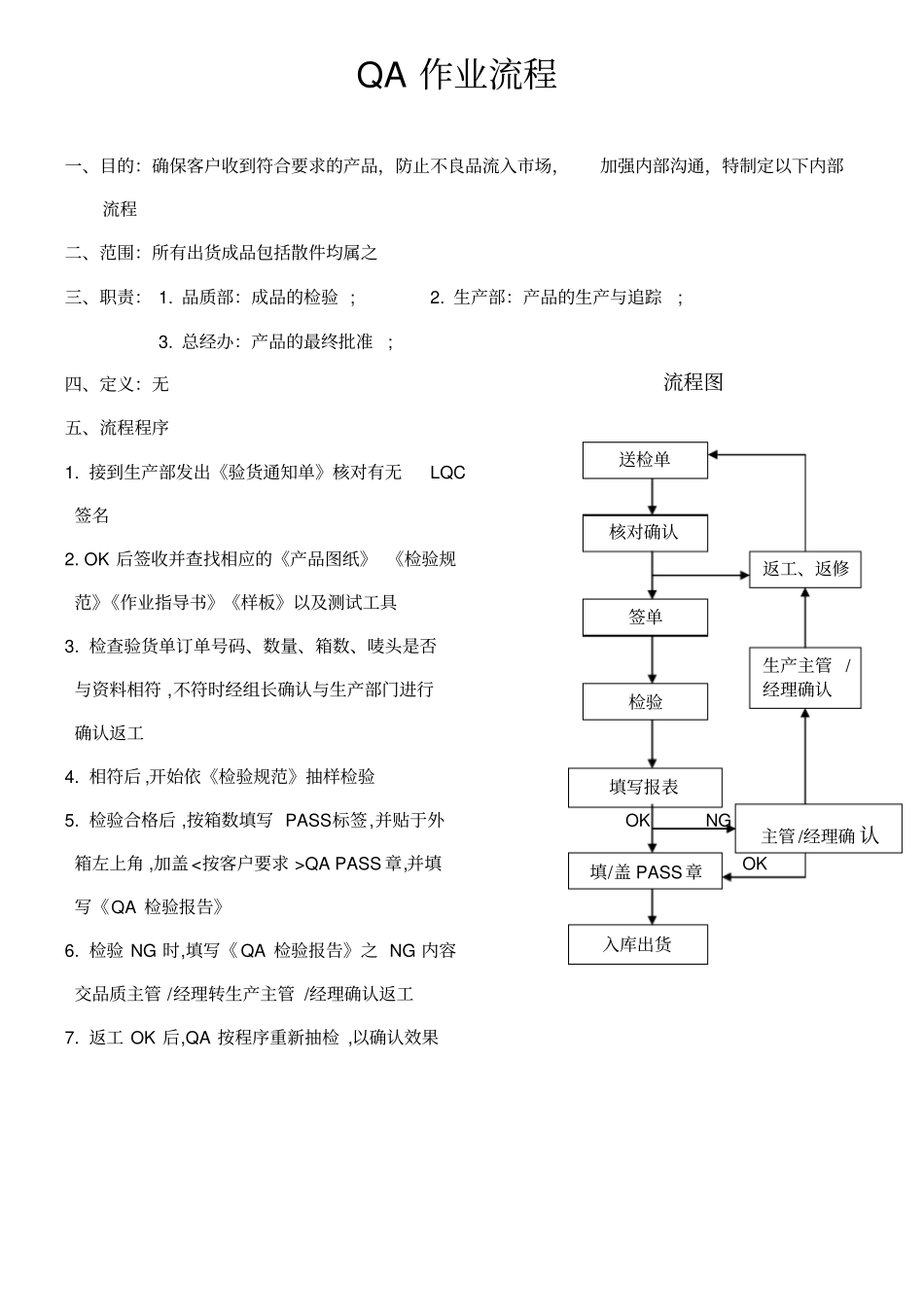
总经办:产品的最终批准;四、定义:无流程图五、流程程序1
接到生产部发出《验货通知单》核对有无LQC签名2
OK后签收并查找相应的《产品图纸》《检验规范》《作业指导书》《样板》以及测试工具3
检查验货单订单号码、数量、箱数、唛头是否与资料相符,不符时经组长确认与生产部门进行确认返工4
相符后,开始依《检验规范》抽样检验5
检验合格后,按箱数填写PASS标签,并贴于外OKNG箱左上角,加盖QAPASS章,并填OK写《QA检验报告》6
检验NG时,填写《QA检验报告》之NG内容交品质主管/经理转生产主管/经理确认返工7
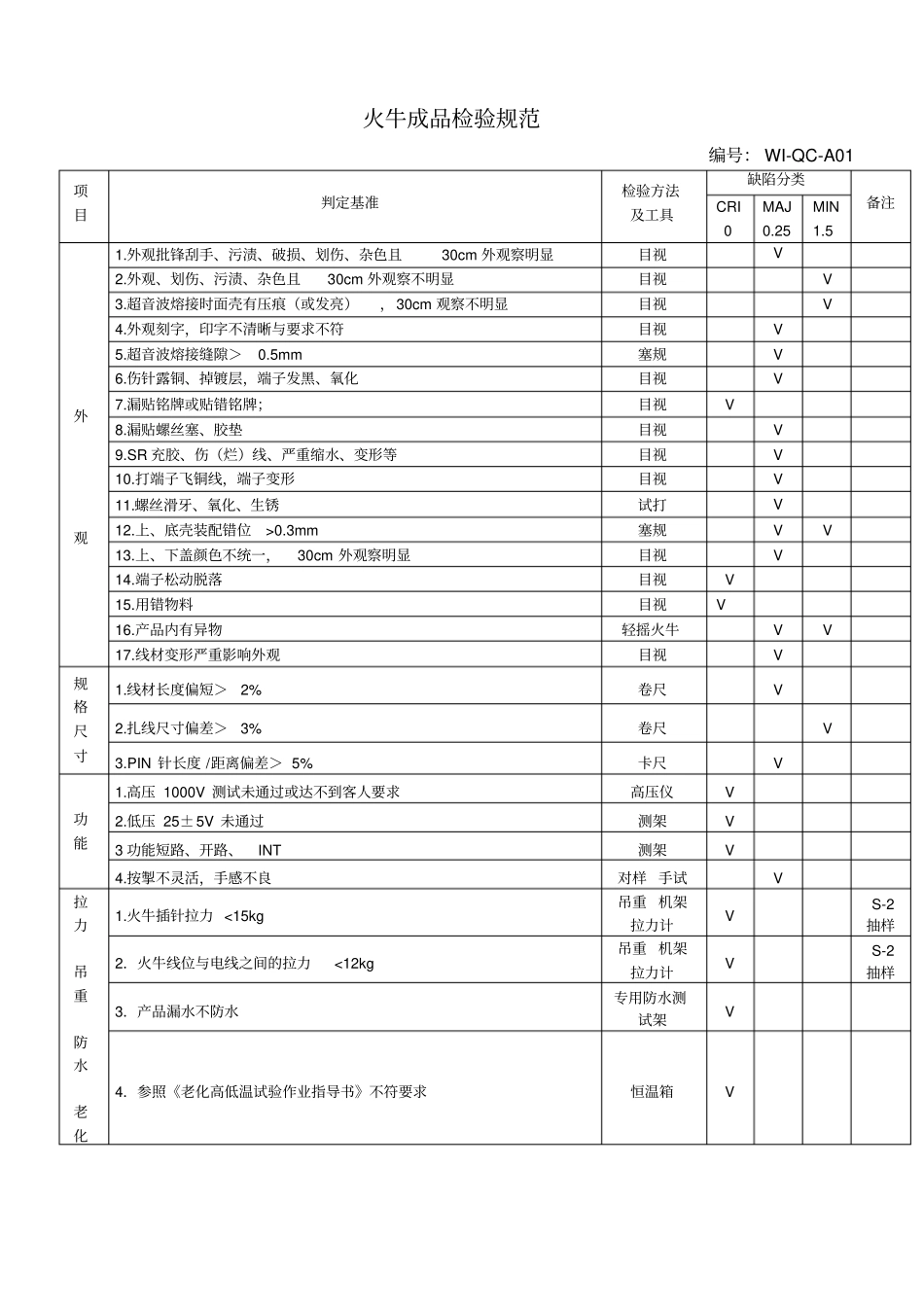
返工OK后,QA按程序重新抽检,以确认效果送检单核对确认签单检验填写报表入库出货返工、返修生产主管/经理确认主管/经理确认填/盖PASS章火牛成品检验规范编号:WI-QC-A01项目判定基准检验方法及工具缺陷分类备注CRI0MAJ0
25MIN1
外观批锋刮手、污渍、破损、划伤、杂色且30cm外观察明显目视V2
外观、划伤、污渍、杂色且30cm外观察不明显目视V3
超音波熔接时面壳有压痕(或发亮),30cm观察不明显目视V4
外观刻字,印字不清晰与要求不符目视V5
超音波熔接缝隙>0
5mm塞规V6
伤针露铜、掉镀层,端子发黑、氧化目视V7
漏贴铭牌或贴错铭牌;目视V8
漏贴螺丝塞、胶垫目视V9
SR充胶、伤(烂)线、严重缩水、变形等目视V10
打端子飞铜线,端子变形目视V11
螺丝滑牙、氧化、生锈试打V12
上、底壳装配错位>0
3mm塞规VV13
上、下盖颜色不统一,30cm外观察明显目视V14
端子松动脱落目视V15
用错物料目视V16