资料卡电火花线切割以移动的细金属丝(铜丝或钨、钼丝等)作负电极,导电或半导电材料作正电极
模块二认识数控电火花线切割机床本课题学习的内容主要是使你认识数控电火花线切割机床,让你对数控电火花线切割机床的加工原理有个大概的了解,并掌握数控电火花线切割加工机床的结构及各组成部件
一、数控电火花线切割加工原理与特点下面的图片(图3-9)就是我们要认识的数控电火花线切割机床
它的加工原理与电火花成型加工相同,但加工方式不同,在现代模具生产中应用越来越广泛
图3-9数控电火花线切割机床(一)电火花线切割加工原理电火花线切割加工也是通过电极和工件之间脉冲放电时的电腐蚀作用,对工件进行加工的一种工艺方法
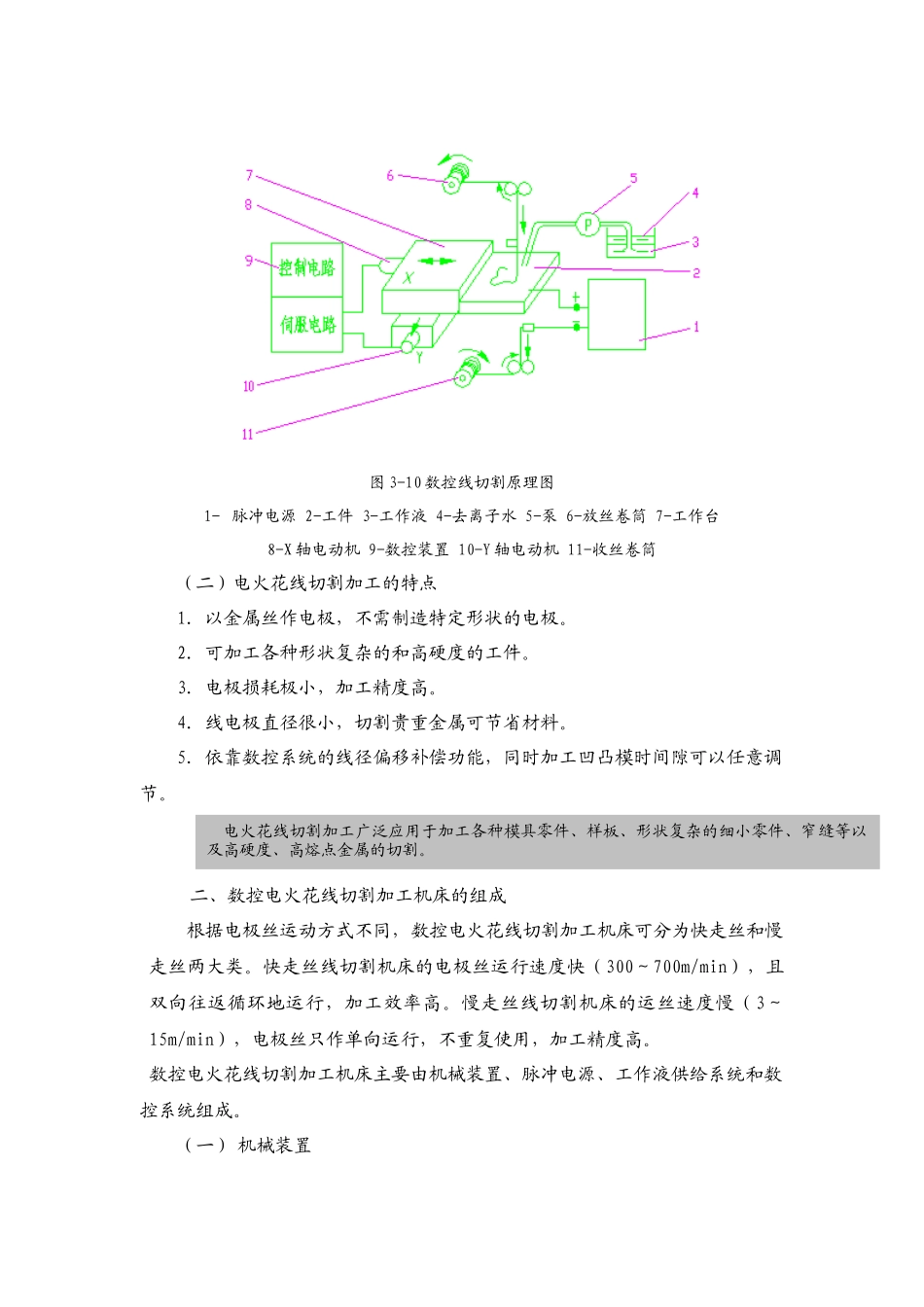
加工原理如图3-10
在加工中,线电极以一定的速度不断地运动(即走丝运动),工件安装在工作台上,由数控伺服电机驱动,在X、Y坐标方向实现切割进给,使线电极沿着加工轨迹对工件进行切割加工
电蚀产物则由循环流动的工作液带走
学习目标:知识目标:●了解数控电火花线切割机床的加工原理及特点
能力目标:●掌握数控电火花线切割加工机床的结构及各组成部件
图3-10数控线切割原理图1-脉冲电源2-工件3-工作液4-去离子水5-泵6-放丝卷筒7-工作台8-X轴电动机9-数控装置10-Y轴电动机11-收丝卷筒(二)电火花线切割加工的特点1.以金属丝作电极,不需制造特定形状的电极
2.可加工各种形状复杂的和高硬度的工件
3.电极损耗极小,加工精度高
4.线电极直径很小,切割贵重金属可节省材料
5.依靠数控系统的线径偏移补偿功能,同时加工凹凸模时间隙可以任意调节
二、数控电火花线切割加工机床的组成根据电极丝运动方式不同,数控电火花线切割加工机床可分为快走丝和慢走丝两大类
快走丝线切割机床的电极丝运行速度快(300~700m/min),且双向往返循环地运行,加工效率高
慢走丝线切割机床的运丝速度慢(3~15m/m