第三章 常用公式及數據表 第四節 衝壓件模具設計常用公式一
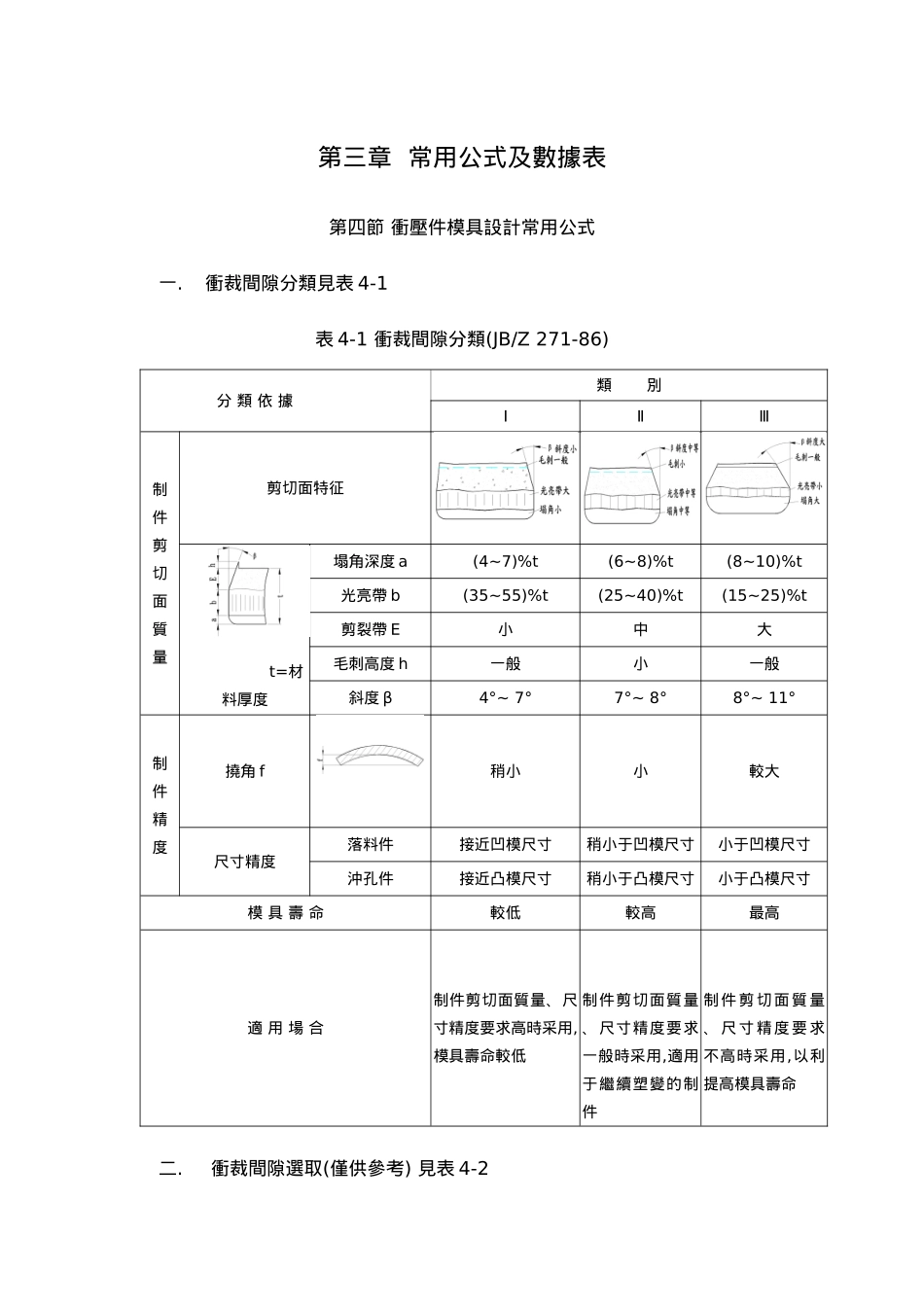
衝裁間隙分類見表 4-1表 4-1 衝裁間隙分類(JB/Z 271-86) 分 類 依 據 類別ⅠⅡⅢ制件剪切面質量剪切面特征 t=材料厚度塌角深度 a(4~7)%t(6~8)%t(8~10)%t光亮帶 b(35~55)%t(25~40)%t(15~25)%t剪裂帶 E小中大毛刺高度 h一般小一般斜度 β4°~ 7°7°~ 8°8°~ 11°制件精度撓角 f稍小小較大尺寸精度落料件接近凹模尺寸稍小于凹模尺寸小于凹模尺寸沖孔件接近凸模尺寸稍小于凸模尺寸小于凸模尺寸 模 具 壽 命較低較高最高 適 用 場 合制件剪切面質量﹑尺寸精度要求高時采用,模具壽命較低制件剪切面質量﹑尺寸精度要求一般時采用,適用于繼續塑變的制件制件剪切面質量﹑尺寸精度要求不高時采用,以利提高模具壽命二
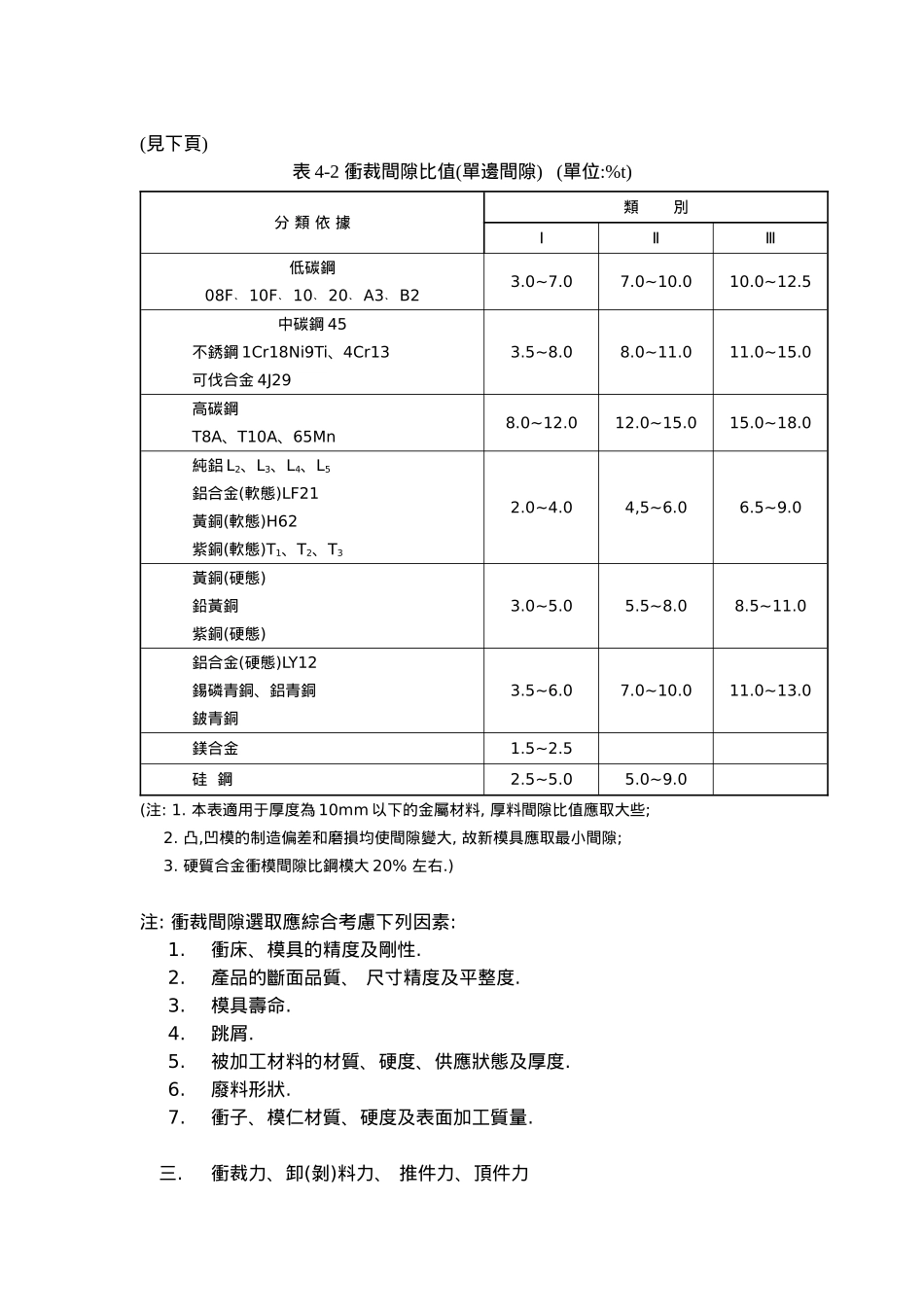
衝裁間隙選取(僅供參考) 見表 4-2 (見下頁)表 4-2 衝裁間隙比值(單邊間隙) (單位:%t) 分 類 依 據 類別ⅠⅡⅢ低碳鋼08F10F1020A3B2﹑﹑﹑﹑﹑3
5中碳鋼 45 不銹鋼 1Cr18Ni9Ti、4Cr13 可伐合金 4J293
0 高碳鋼 T8A、T10A、65Mn8
0 純鋁 L2、L3、L4、L5 鋁合金(軟態)LF21 黃銅(軟態)H62 紫銅(軟態)T1、T2、T32
04,5~6
0 黃銅(硬態) 鉛黃銅 紫銅(硬態)3
0 鋁合金(硬態)LY12 錫磷青銅、鋁青銅 鈹青銅3
0 鎂合金1
5 硅 鋼2
0(注: 1
本表適用于厚度為 10mm 以