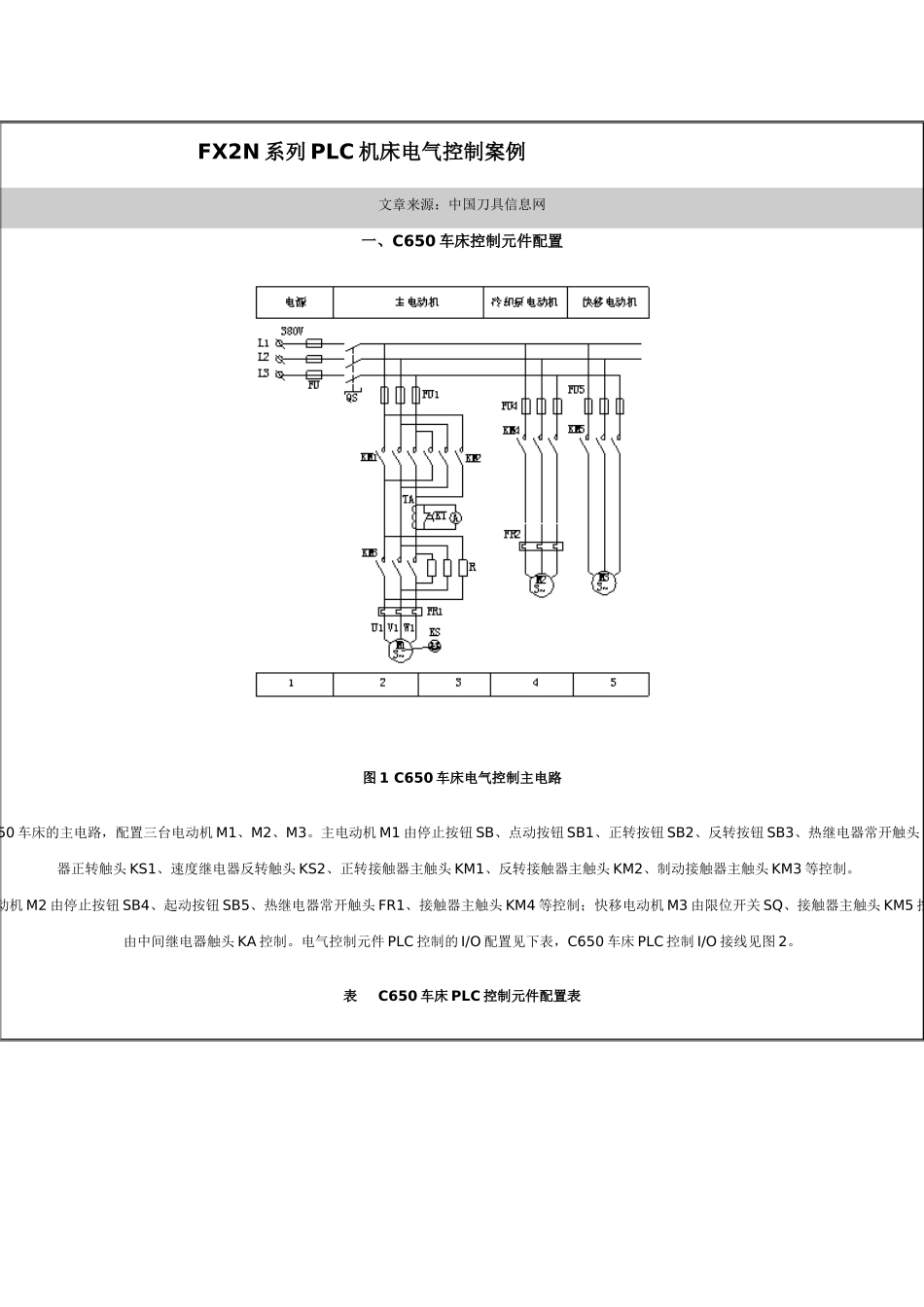
FX2N 系列 PLC 机床电气控制案例 文章来源:中国刀具信息网 一、C650 车床控制元件配置图 1 C650 车床电气控制主电路C650 车床的主电路,配置三台电动机 M1、M2、M3
主电动机 M1 由停止按钮 SB、点动按钮 SB1、正转按钮 SB2、反转按钮 SB3、热继电器常开触头 FR1器正转触头 KS1、速度继电器反转触头 KS2、正转接触器主触头 KM1、反转接触器主触头 KM2、制动接触器主触头 KM3 等控制
冷却泵电动机 M2 由停止按钮 SB4、起动按钮 SB5、热继电器常开触头 FR1、接触器主触头 KM4 等控制;快移电动机 M3 由限位开关 SQ、接触器主触头 KM5 控制;电流表由中间继电器触头 KA 控制
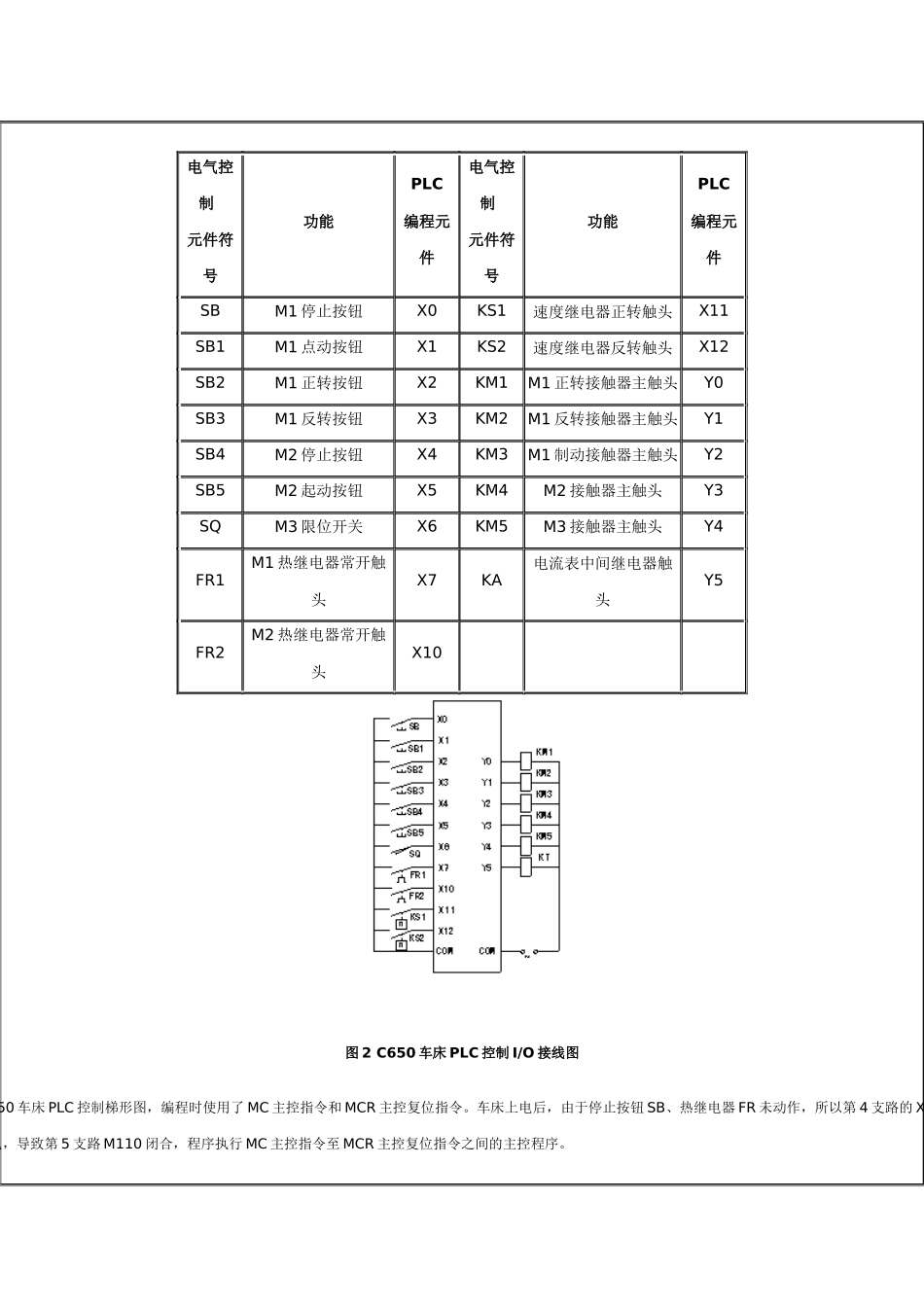
电气控制元件 PLC 控制的 I/O 配置见下表,C650 车床 PLC 控制 I/O 接线见图 2
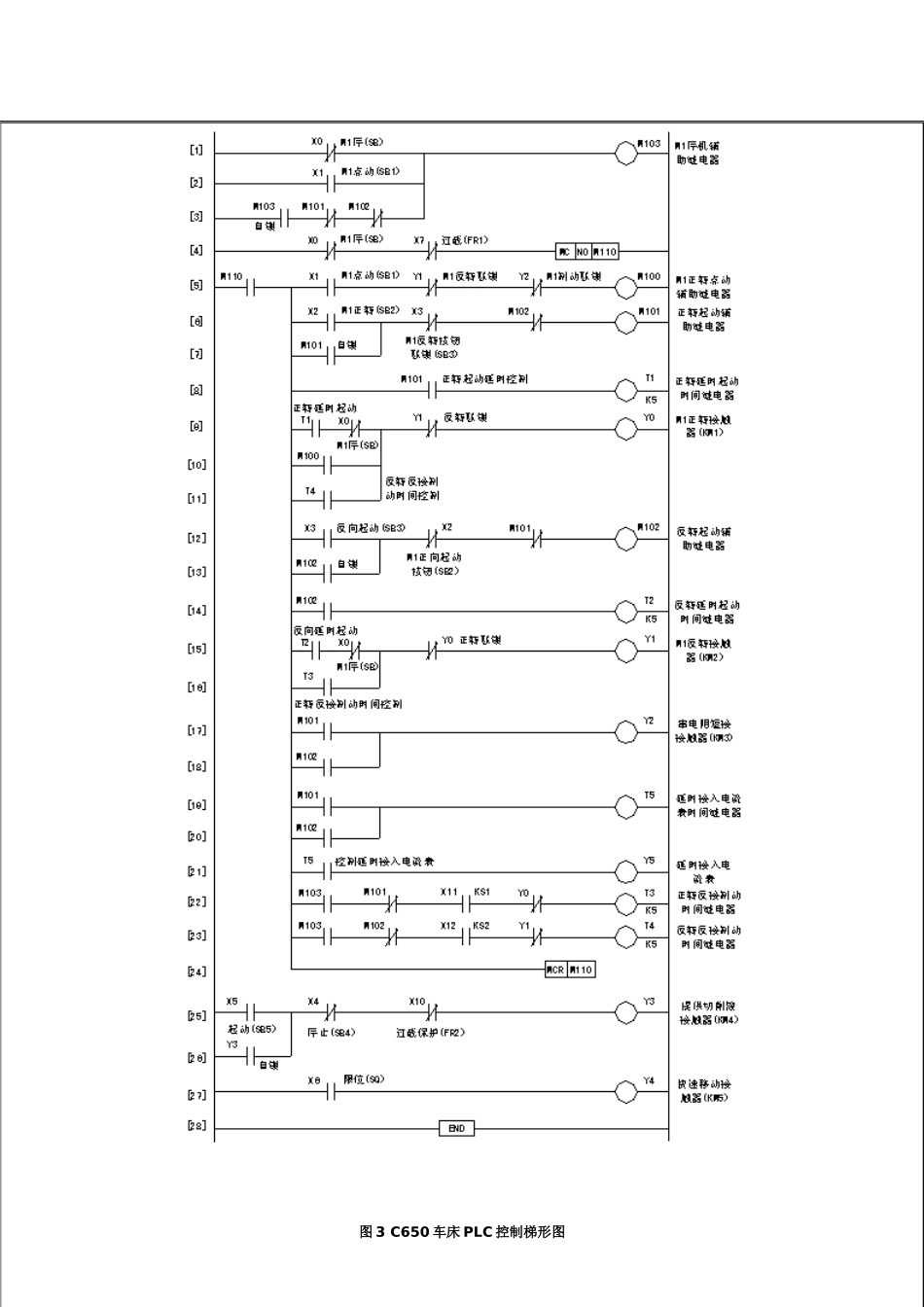
表 C650 车床 PLC 控制元件配置表电气控制 元件符号 功能 PLC编程元件 电气控制 元件符号 功能 PLC编程元件 SBM1 停止按钮 X0KS1速度继电器正转触头 X11SB1M1 点动按钮 X1KS2速度继电器反转触头 X12SB2M1 正转按钮 X2KM1M1 正转接触器主触头 Y0SB3M1 反转按钮 X3KM2M1 反转接触器主触头 Y1SB4M2 停止按钮 X4KM3M1 制动接触器主触头 Y2SB5M2 起动按钮 X5KM4M2 接触器主触头 Y3SQM3 限位开关 X6KM5M3 接触器主触头 Y4FR1M1 热继电器常开触头 X7KA电流表中间继电器触头 Y5FR2M2 热继电器常开触头 X10 图 2 C650 车床 PLC 控制 I/O 接线图 C650 车床 PLC 控制梯形图,编程时使用了 MC 主控指令和 MCR 主控复位指令
车床上电后,由于停止按钮 SB、热继电器 FR 未动作,所以第 4