制程检验流程修订记录NO
修订日期修订摘要页次版次变更修订人1 2013
10 新版作成全文1
0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 批准审核制定1、 目的:为确保公司内部加工零件质量符合公司品质要求,避免因加工过程中的不合格零件流入下道工序而影响模具的制作周期与品质
2、适用范围适用公司内部各工序加工的零件与装配中的模具
3、定义: 无4、职责:4
1 各工序操作员对本工序的加工零件自检并填写《工件尺寸检测记录表》以及报检,加工组长复查后并签名
2 钳工组长负责加工后以及装配过程中工件的复检
3 品质部制程检验员负责零件加工完成的检验制程巡检和关键零件终检, 监督纠正预防措施的实施
4 品质部文员负责将《异常处理单》及时交相关人员签批并将签批完成后的《异常处理单》复1 / 6 印给相关部门
5 品质工程师负责《异常处理单》的审核以及每月制程异常数据的统计与分析
程序内容:5
1 操作员报检、制程检验员巡检5
1 各工序操作员在该工序加工完成后,严格按照加工要求以及零件图对外观、重点尺寸进行自检并填写好《工件尺寸检测记录表》,自检确认合格将《工件尺寸检测记录表》交加工组长审核后放置于指定位置报检
2 制程检验员不停对机台巡检, 收到机台操作员的报检信息或发现待检验区有已加工完成的零件根据加工要求和零件图,结合电脑3D图对其外观、尺寸进行详细的检测
3 如零件较复杂需要超过一小时的检测时间,需提前与制模组长沟通,以防止模具因非加工、装配停留的时间过长而延误交期; 检验完成后,《工件尺寸检测记录表》由品质部制程检验组保存
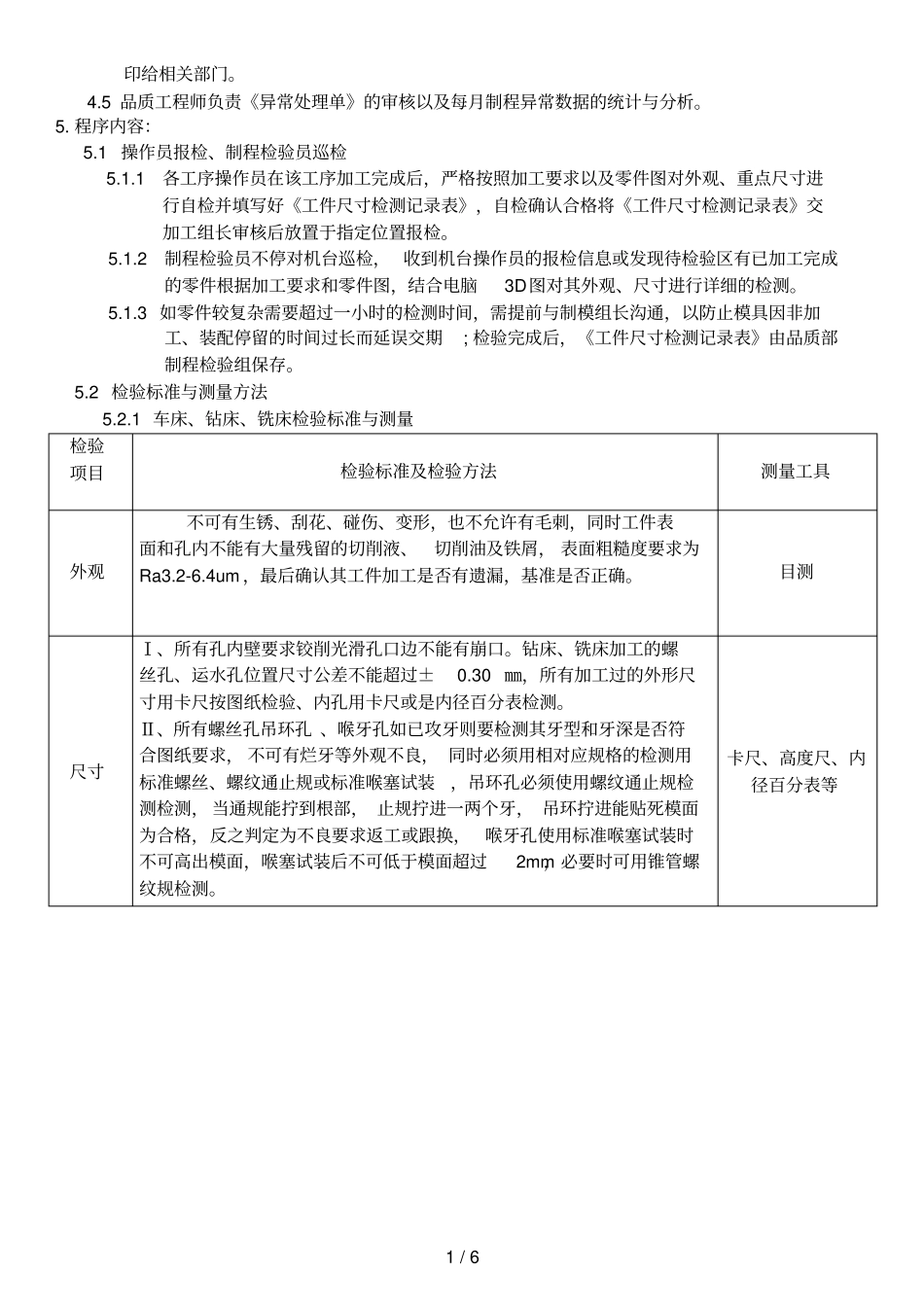
2 检验标准与测量方法5
1 车床、钻床、铣床检验标准与测量检验项目检验标准及检验方法测量工具外观不可有生锈、刮花、碰伤、变形,也不允许有毛刺,同时工件表面和孔内