1限位钉 安装在下顶出板与动模固定板之间用于防止下顶出板吸附动模固定板
2顶棍孔 在动模固定板的对称中心处,注塑机通过它作用与下顶出板将完成注塑的零件顶出
3支撑柱 安装在动模板底部与动模固定板之间以防止注塑时过高的压力让动模板变形
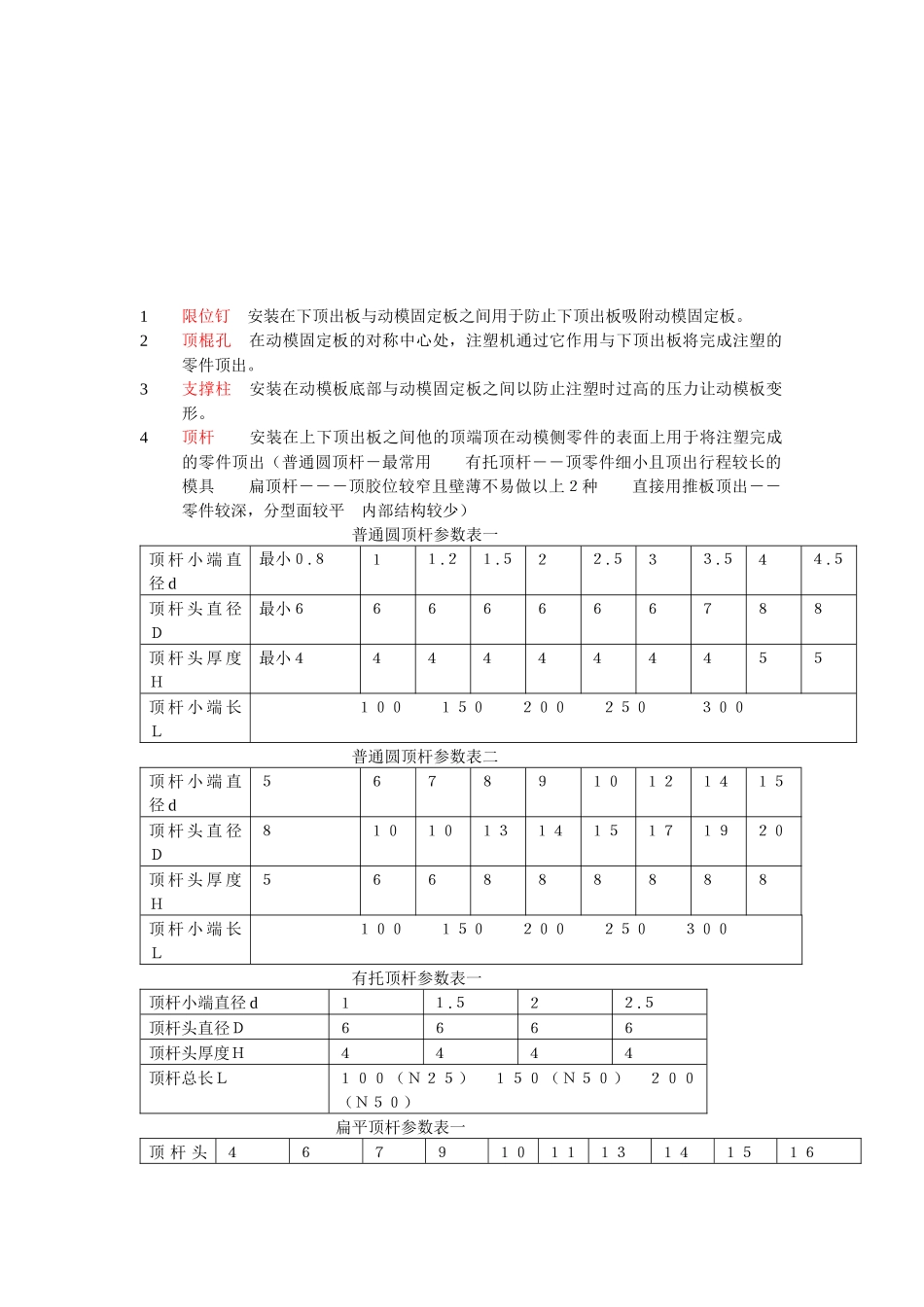
4顶杆 安装在上下顶出板之间他的顶端顶在动模侧零件的表面上用于将注塑完成的零件顶出(普通圆顶杆-最常用 有托顶杆――顶零件细小且顶出行程较长的模具 扁顶杆―――顶胶位较窄且壁薄不易做以上2种 直接用推板顶出――零件较深,分型面较平 内部结构较少) 普通圆顶杆参数表一顶 杆 小 端 直径 d最小0
5顶 杆 头 直 径D最小6666666788顶 杆 头 厚 度H最小4444444455顶 杆 小 端 长L 100 150 200 250 300 普通圆顶杆参数表二顶 杆 小 端 直径 d5678910121415顶 杆 头 直 径D81010131415171920顶 杆 头 厚 度H566888888顶 杆 小 端 长L 100 150 200 250 300 有托顶杆参数表一顶杆小端直径 d11
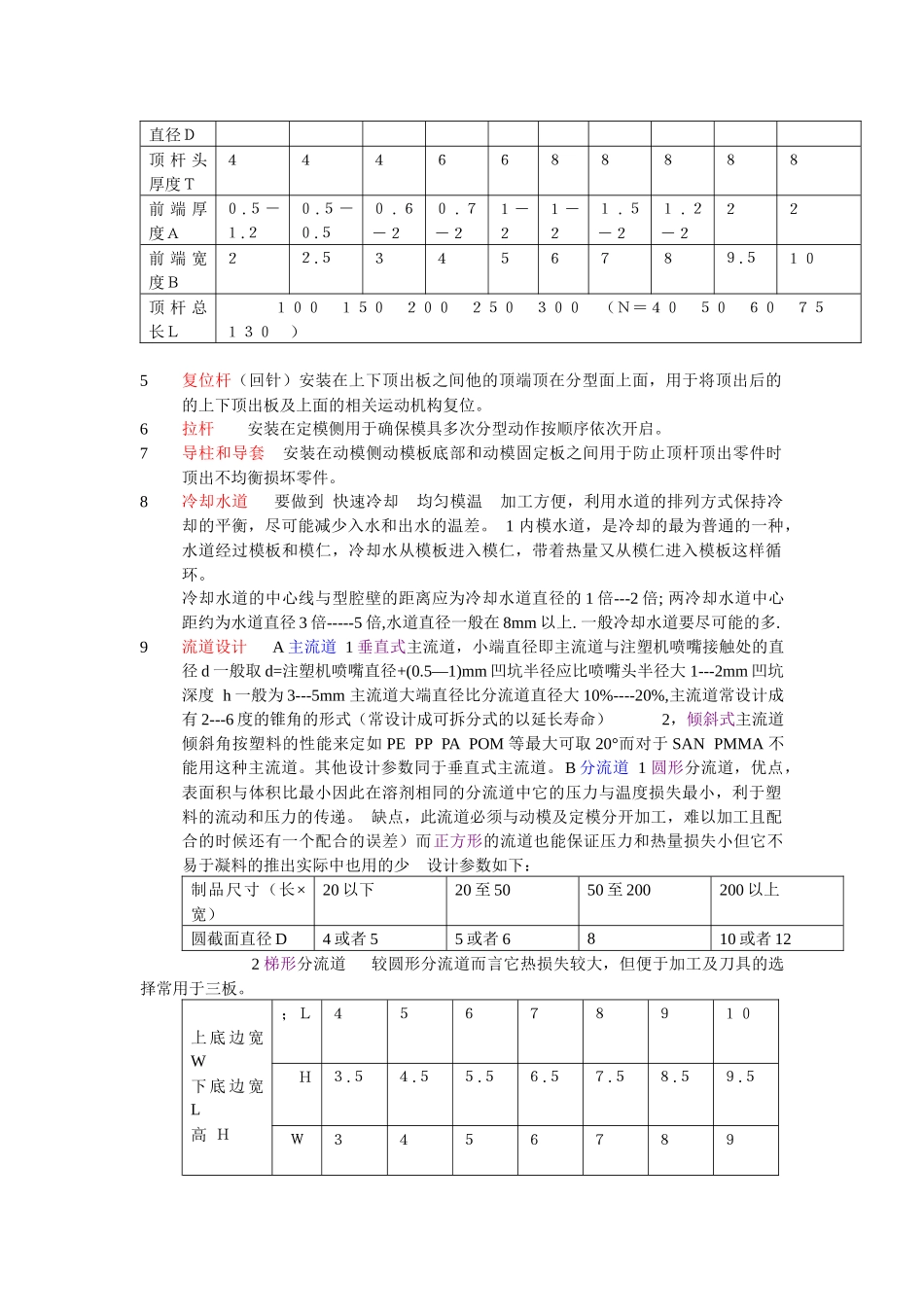
5顶杆头直径D6666顶杆头厚度H4444顶杆总长L100(N25) 150(N50) 200(N50) 扁平顶杆参数表一 顶 杆 头4679101113141516直径D顶 杆 头厚度T4446688888前 端 厚度A0
7-21-21-21
2-222前 端 宽度B22
53456789
510顶 杆 总长L 100 150 200 250 300 (N=40 50 60 75 130 ) 5复位杆(回针)安装在上下顶出板之间他的顶端顶在分型面上面,用于将顶出后的的上下顶出板及上面的相关运动机构复位
6拉杆 安装在定模侧用于确保模具多