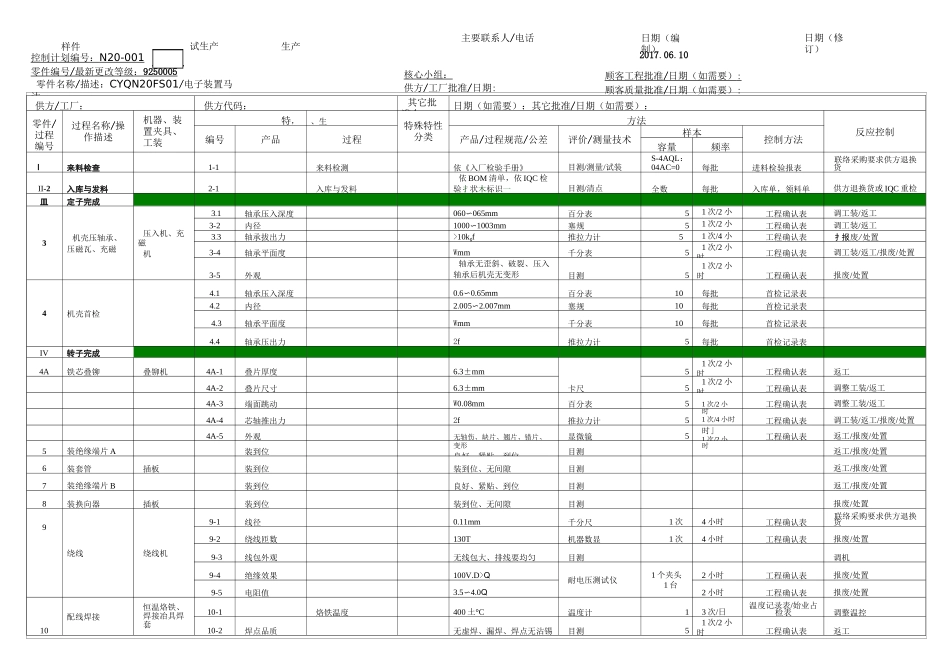
主要联系人/电话日期(修订)日期(编制)试生产样件控制计划编号: N20-001 零件编号 / 最新更改等级: 9250005 零件名称/描述:CYQN20FS01/电子装置马达生产2017
10核心小组:供方/工厂批准/日期:顾客工程批准 / 日期(如需要) : 顾客质量批准/日期(如需要):供方/工厂:供方代码:其它批准/日期(如需要):其它批准/日期(如需要):零件/过程编号过程名称/操作描述机器、装置夹具、工装特,、生特殊特性分类方法反应控制编号产品过程产品/过程规范/公差评价/测量技术样本控制方法容量频率I来料检查1-1来料检测依《入厂检验手册》目测/测量/试装S-4AQL:04AC=0每批进料检验报表联络采购要求供方退换货II-2入库与发料2-1入库与发料依 BOM 清单,依 IQC 检验扌状木标识一目测/清点全数每批入库单,领料单供方退换货或 IQC 重检皿定子完成3机壳压轴承、压磁瓦、充磁压入机、充磁机3-1轴承压入深度060〜065mm百分表51 次/2 小时工程确认表调工装/返工3-2内径1000〜1003mm塞规51 次/2 小时工程确认表调工装/返工3-3轴承拔出力>10kgf推拉力计51 次/4 小时工程确认表扌报废/处置3-4轴承平面度Wmm千分表51 次/2 小时工程确认表调工装/返工/报废/处置3-5外观轴承无歪斜、破裂、压入轴承后机壳无变形目测51 次/2 小时工程确认表报废/处置4机壳首检4
1轴承压入深度0
65mm百分表10每批首检记录表4
007mm塞规10每批首检记录表4
3轴承平面度Wmm千分表10每批首检记录表4
4轴承压出力2f推拉力计5每批首检记录表IV转子完成4A铁芯叠铆叠铆机4A-1叠片厚度6
3±mm卡尺51 次/2 小时工程确认表返工4A-2叠片尺寸6
3±mm51 次/2 小时