压合制程试车作业规范一、目的---------------------------------------------------------------1 二、说明---------------------------------------------------------------3 三、设备点检项目----------------------------------------------------4 四、测试项目----------------------------------------------------------5 一 、 目 的测试新进设备质量和制程能力,为现场量产做准备二 、 说 明压合制程试车针对现有设备及各制程的控制主要包括以下八个方面:1
PP裁切分条制程3
回流迭合制程4
热压、冷压制程5
X-RAY 打靶制程6
CNC 外框制程7
磨边机制程8
蚀薄铜制程制程试车计划由相关制程负责PE 编制 ,交付工程部、制造部及品保部会签,会同相关制程的各部负责人共同配合执行
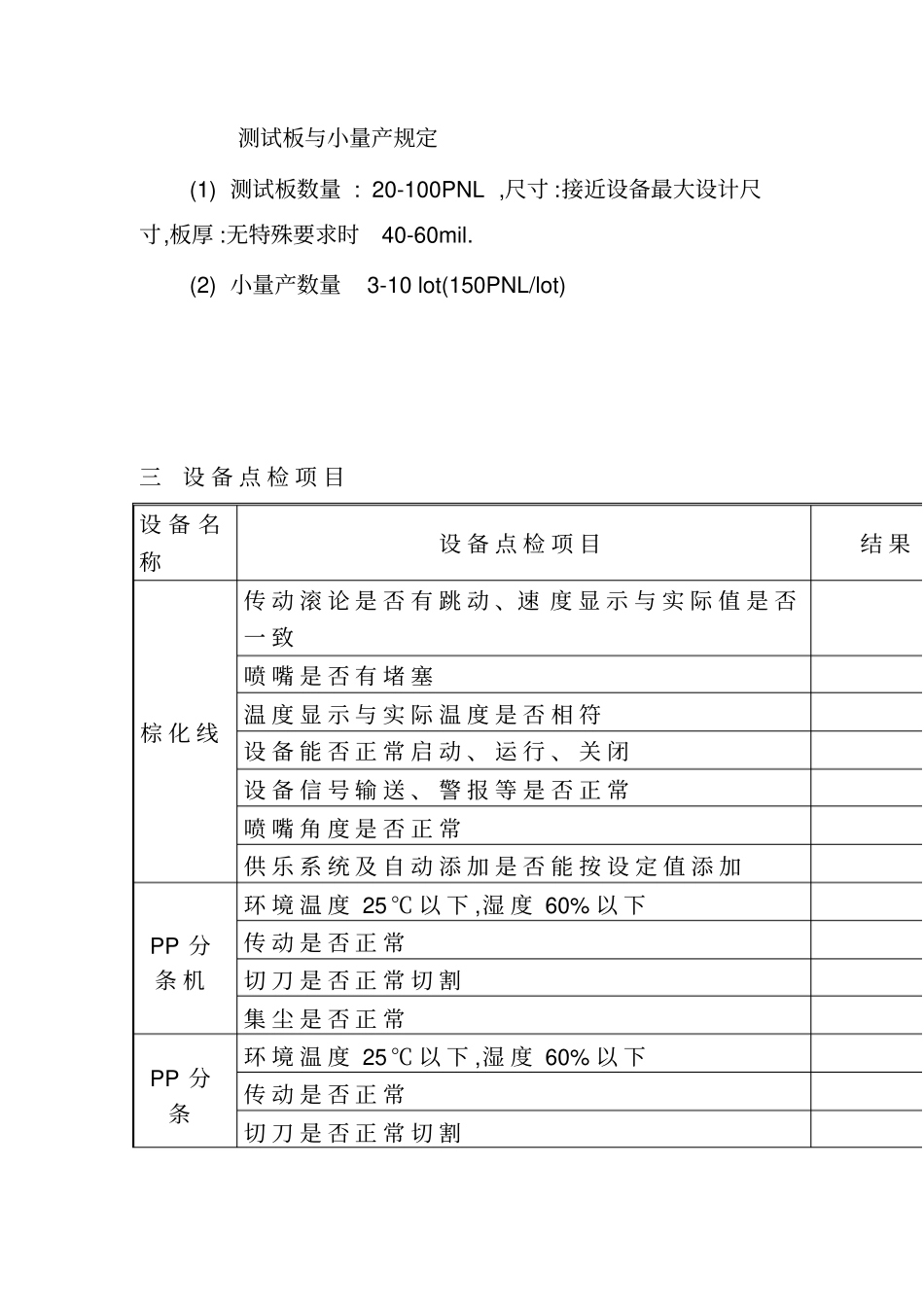
测试板与小量产规定(1) 测试板数量 : 20-100PNL ,尺寸 :接近设备最大设计尺寸,板厚 :无特殊要求时40-60mil
(2) 小量产数量3-10 lot(150PNL/lot) 三设 备 点 检 项 目设 备 名称设 备 点 检 项 目结 果棕 化 线传 动 滚 论 是 否 有 跳 动 、速 度 显 示 与 实 际 值 是 否一 致喷 嘴 是 否 有 堵 塞温 度 显 示 与 实 际 温 度 是 否 相 符设 备 能 否 正 常 启 动 、 运 行 、 关 闭设 备 信 号 输 送 、 警 报 等 是 否 正 常喷 嘴 角 度 是 否 正 常供 乐 系 统 及 自 动 添 加 是 否 能 按 设 定 值 添 加PP 分条 机环 境 温 度 25