沧州中铁剥落分析1、异议描述:制修号:0GLC120007生产号:S0302出厂号:10XTR2-001该辊用于沧州中铁1780mm热轧R2粗轧机上工作辊
轧辊现直径1111
55mm,轧辊报废直径1100mm
与上机9月3日00:30分最后一次上机,在线轧制8小时出现剥落事故,最后一次轧制3734
剥落位于辊身非传端
该辊前期共上机21次,轧制量510349吨
轧辊剥落照片如下:2、现场检测:2
1、观察剥落周围、剥落面无制造缺陷
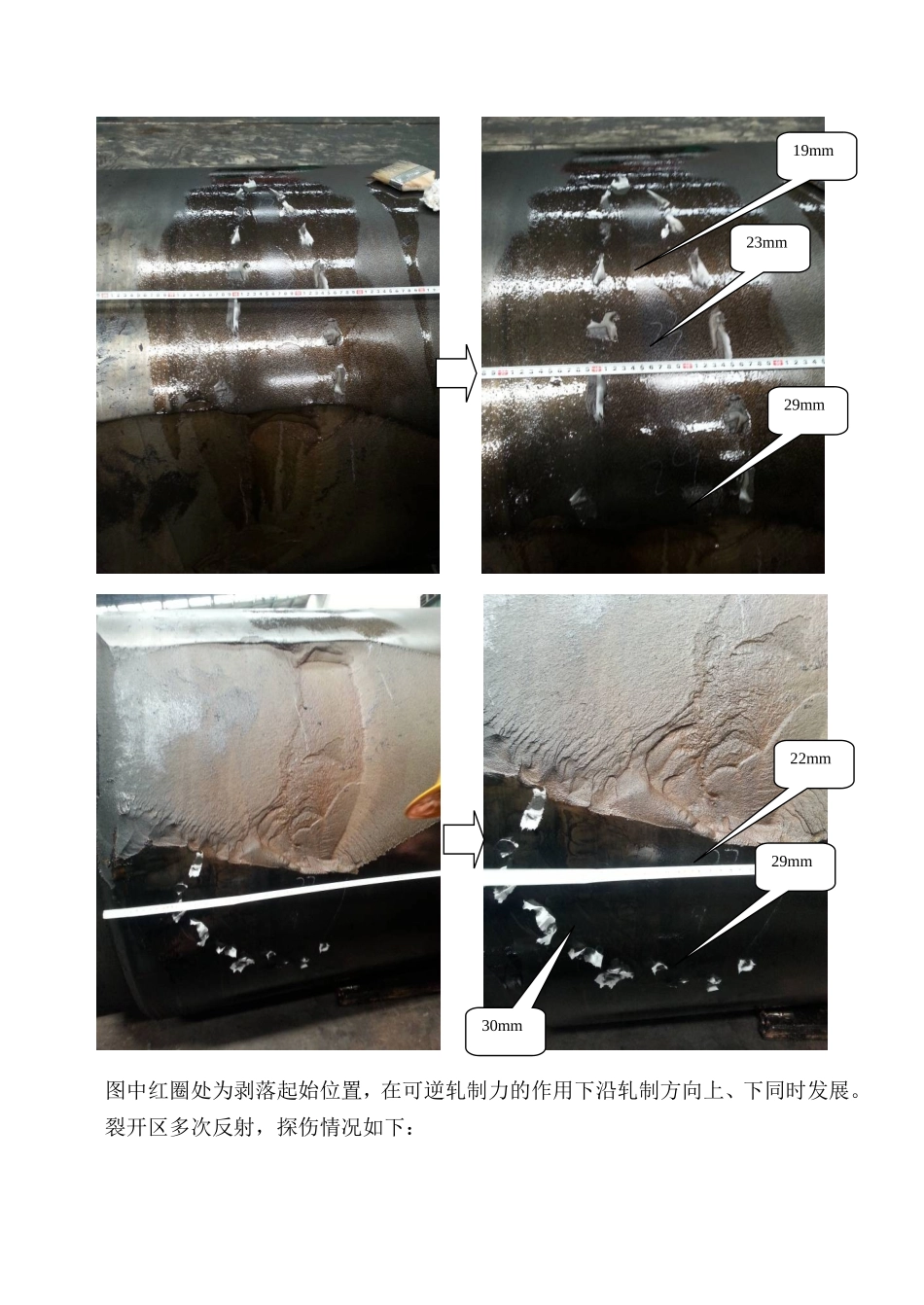
2、对剥落区域周围进行超声波探伤检测,开裂区域、深度如下,纸片区域为探伤裂开区域
图中红圈处为剥落起始位置,在可逆轧制力的作用下沿轧制方向上、下同时发展
裂开区多次反射,探伤情况如下:23mm29mm19mm22mm29mm30mm2
3、剥落块形貌如下:剥落块上有明显的猫舌状剥落痕迹与辊面对应剥落块上有撞击烧伤痕迹2
4、轧辊检测:新辊检测正常,现场涡流探伤仪损坏,上机前没有进行超声波、涡流探伤检测
3、轧辊使用情况3
1、该辊磨削记录如下:现场只有轧辊磨削记录没有轧制记录
该辊前期共轧制510349吨
现场R2工作辊换辊制度为3±0
磨削制度为去除在机磨损后磨削2mm
实际控制中多次磨削量小于1mm,磨削量小容易造成皮下裂纹不能完全去除
4、轧材:Q235、Q195、SPHC轧材厚度:3
0mm轧材宽度:1210-1500mm5、剥落分析:5
1、剥落面无肉眼可见缺陷,可排除结合层或工作层存在制造缺陷
2、由剥落形貌可以看出,剥落部位有明显的扩展通道,剥落为典型的猫舌状剥落,据“欧洲铸造协会”的介绍,此类剥落属于压裂和带状裂纹剥落,属于表面裂纹或次表面裂纹扩展所致
裂纹产生和扩展并形成剥落顺序如下:剥落示意图1局部超载辊身表面或次表面产生裂纹,与轧辊轴线平行;2裂纹向工作层内扩展,逐渐加深;3在可逆轧制力