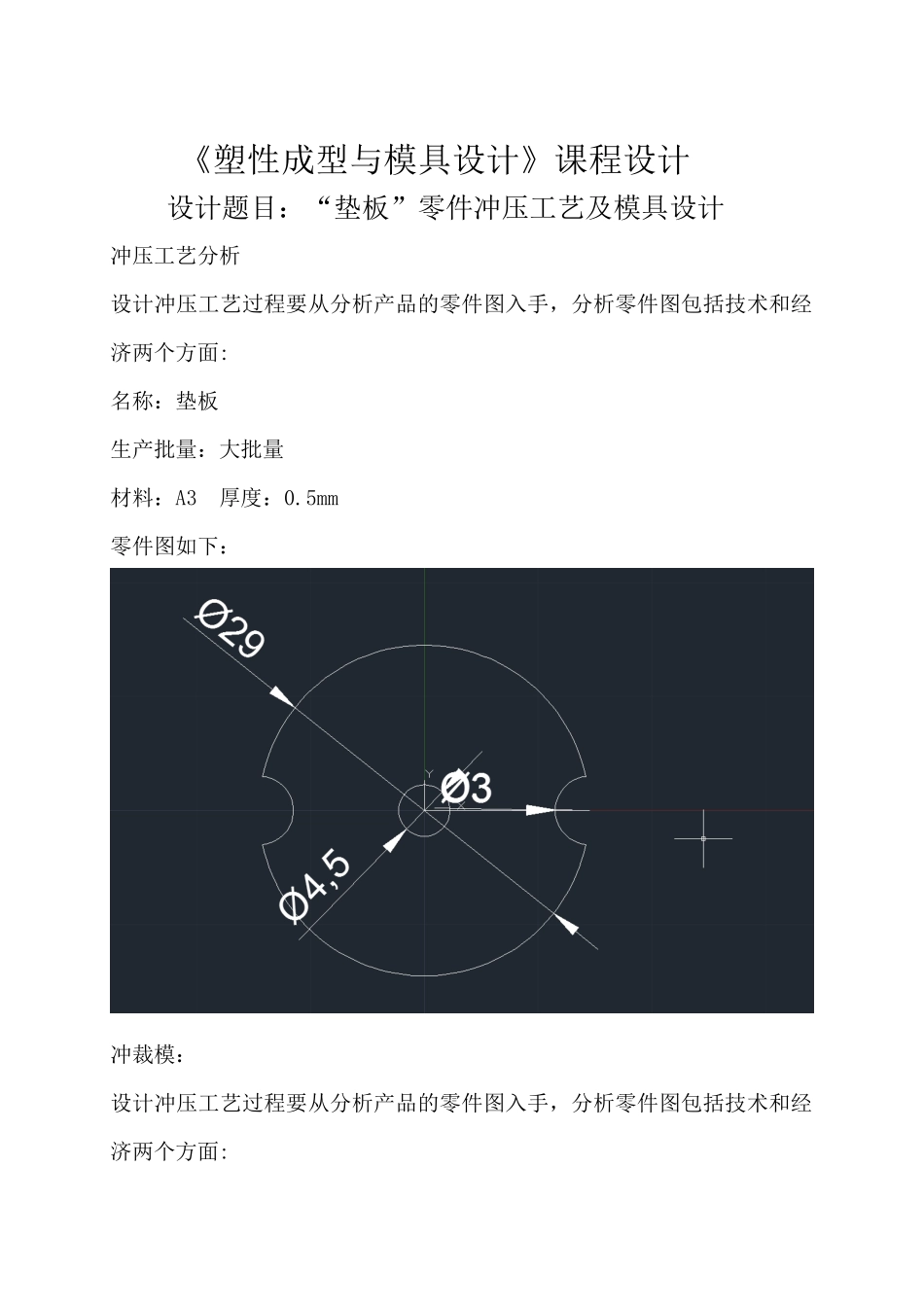
《塑性成型与模具设计》课程设计设计题目:“垫板”零件冲压工艺及模具设计学院:机械与汽车工程班级:材控姓名:学号:《塑性成型与模具设计》课程设计设计题目:“垫板”零件冲压工艺及模具设计冲压工艺分析设计冲压工艺过程要从分析产品的零件图入手,分析零件图包括技术和经济两个方面:名称:垫板生产批量:大批量材料:A3厚度:0
5mm零件图如下:冲裁模:设计冲压工艺过程要从分析产品的零件图入手,分析零件图包括技术和经济两个方面:(1)冲压加工方法的经济性分析冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高,操作简单等一系列优点而广泛使用,由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用
批量越大,冲压加工的单件成本就越低,批量小时,冲压加工的优越性就不明显,这时采用其他方法制作该零件可能会更有效果
(2)冲压件的工艺性分析冲压件的工艺性是指该零件在冲压加工中的难易程度,在技术方面,主要分析该零件的形状特点,尺寸大小,精度要求和材料性能等因素是否符合冲压工艺的要求,良好的工艺性应保证材料消耗少,工序目少,模具结构简单,而且寿命长产品质量稳定,操作简单,方便等
零件的工艺分析A3即Q235
4代表这种钢的屈服强度为235MPa,是一种普通碳素钢,能够保证力学性能
该冲裁件结构对称、简单,由圆弧组成的,无悬臂
圆形孔直径d>0
35t,符合要求
孔间距与孔边距c>2t,在模具强度和冲裁件质量的限制范围之内
冲裁:冲裁件的精度一般可分为精密级与经济级两类
精密级是指冲压工艺在技术上所允许的最高精度;而经济级是指模具达到最大许可磨损时,其所完成的冲压加工在技术上可以实现而在经济上有最合理的精度
为降低冲压成本,获得最佳的技术经济效果,再不影响冲裁件使用要求的前提下,应尽可能采用经济精度
由于零件图上所有尺寸均未标注公差,属于自由尺寸,可按IT14级确定工T件尺