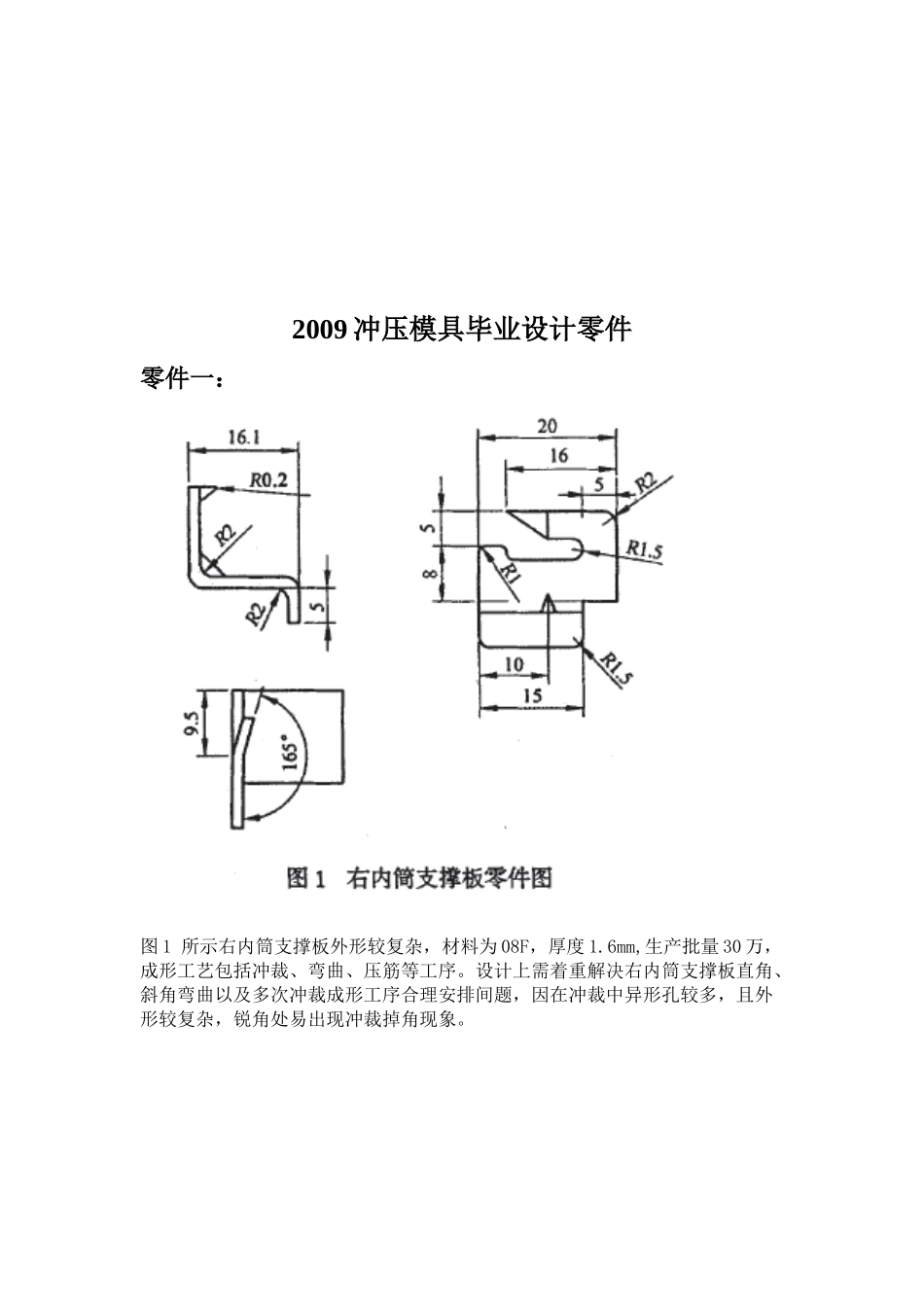
2009 冲压模具毕业设计零件零件一:图 1 所示右内筒支撑板外形较复杂,材料为 08F,厚度 1
6mm,生产批量 30 万,成形工艺包括冲裁、弯曲、压筋等工序
设计上需着重解决右内筒支撑板直角、斜角弯曲以及多次冲裁成形工序合理安排间题,因在冲裁中异形孔较多,且外形较复杂,锐角处易出现冲裁掉角现象
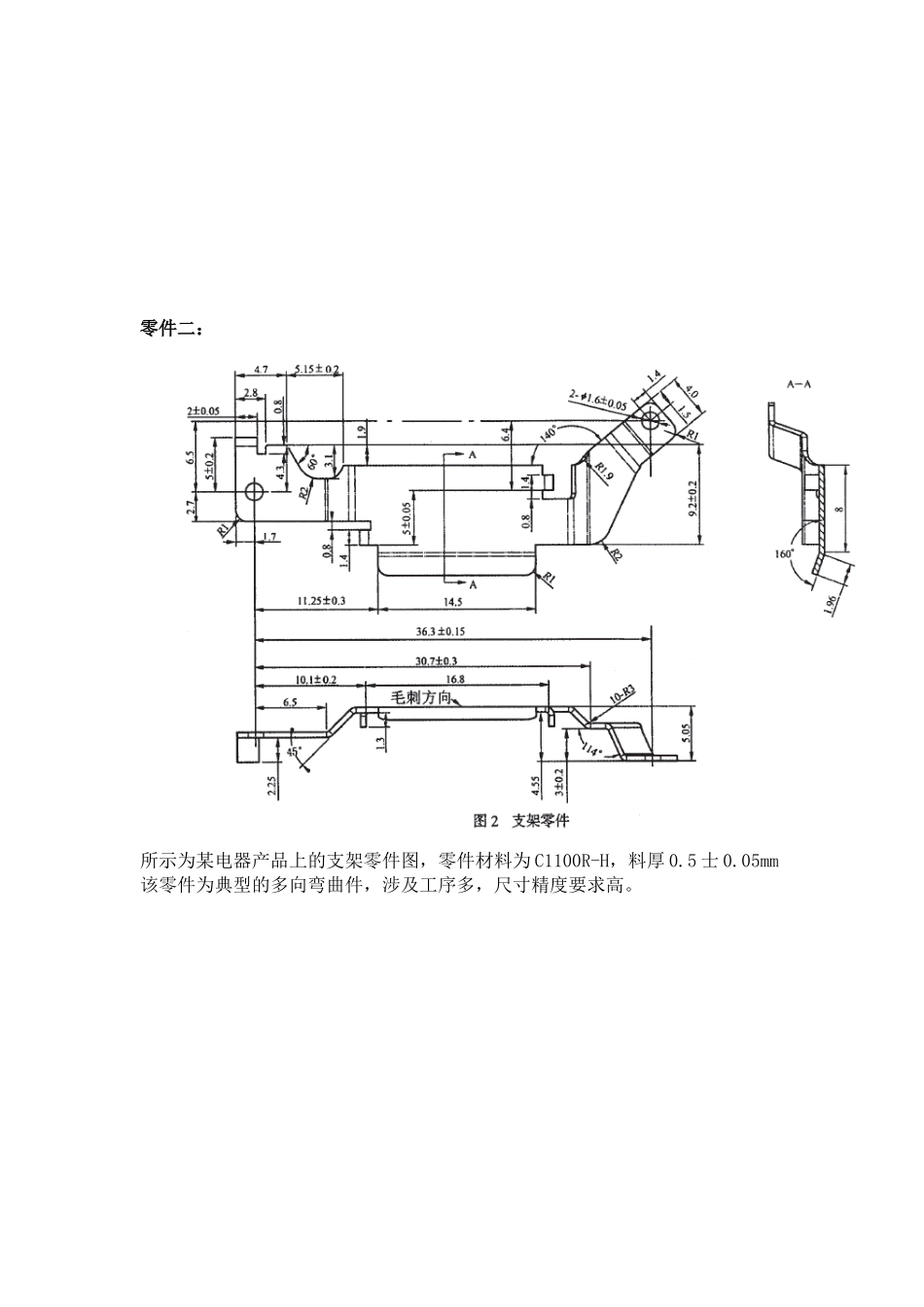
零件二:所示为某电器产品上的支架零件图,零件材料为 C1100R-H,料厚 0
05mm该零件为典型的多向弯曲件,涉及工序多,尺寸精度要求高
零件三:电器接插件图所示为某电器接插件的制件图,制件材料为黄铜(H62),厚度 0
制造精度为 IT10~IT12,表面光滑无毛刺
要求大批量生产
零件四:二针夹面板二针夹面板是二针文件夹上的一个冲压件,材料 08F,料厚 0.6 mm,生产批量很大
其制件如图所示
该制件面板上有 2 个凸包,每个包上各有 1 个通孔,另外还有多处弯曲,特别是位于制件中部有一个钩形弯曲,需要朝内弯曲 10
零件五:负极片图所示负极片用于仪表行业,材料为 H62,厚度 0
5mm 珥生产批量为 30 万件
成形工艺包括冲裁、弯曲和切边等工序,其弯曲工序较复杂,有 2 个向上弯曲和向下弯曲,给模具设计增加了很大难度
零件要求冲裁边缘无毛刺
零件六:合页扣件图所示合页扣件用在某大型柜箱门上,材料为 SPHC-DS,料厚 2mm
成形工艺包括冲裁、卷圆、弯曲等工序
零件表面不得有划痕,截断面不得有毛刺,未注尺寸公差为 ITl2 级,外形尺寸有装配要求,必须保证
零件七:滑板图所示滑板零件材料为 08F,厚度 0
8mm,生产批量为 100 万件
该零件形状复杂,工件尺寸较大,尺寸精度要求不高,材料强度低,主要起定位和卡扣作用
成形工艺主要有冲裁、弯曲等工序
零件八:基架图所示零件材料为半硬态黄铜 H62
抗剪强度 294MPa,抗