衬里工业管道施工工艺标准QDICC/QB127-20021、适用范围本工艺标准适用于钢管衬里管道的预制、安装工程
2、施工准备2
1 图纸准备2
1 根据设计图将管线编号,现场放线测量并绘制每条管线的单线图
2 根据衬里的工艺要求,在单线图上确定每条管线的自由管段及封闭管段并进行编号
3 编制每条管线的自由管段的预制图
确定自由管段的预制尺寸时应注意扣除法兰垫片及翻边衬里层、阀门、仪表一次元件所占的长度
4 绘制自由段预制图时,应结合仪表专业图纸确定管路开孔位置并设置接管座
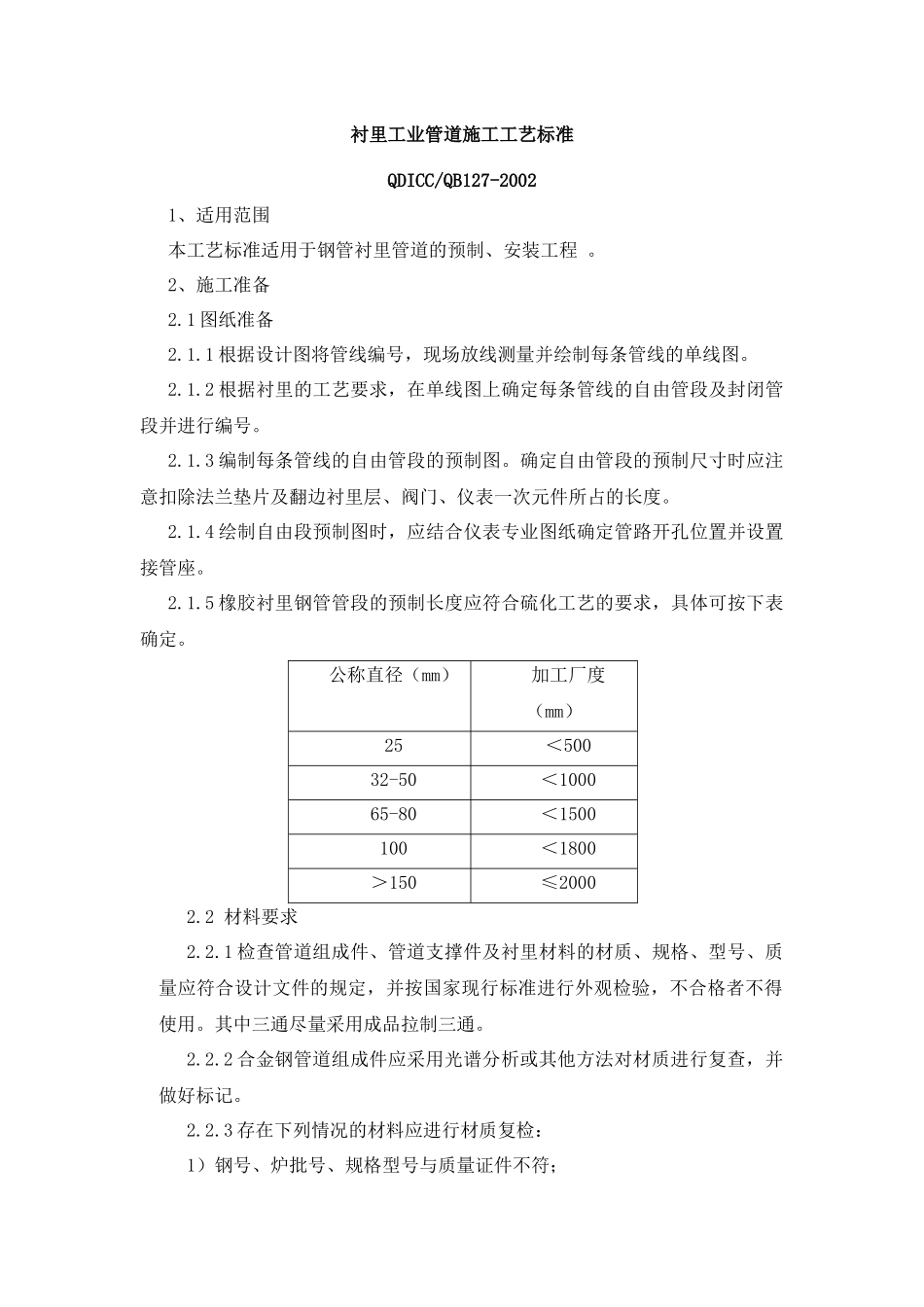
5 橡胶衬里钢管管段的预制长度应符合硫化工艺的要求,具体可按下表确定
公称直径(mm)加工厂度(mm)25<50032-50<100065-80<1500100<1800>150≤20002
2 材料要求2
1 检查管道组成件、管道支撑件及衬里材料的材质、规格、型号、质量应符合设计文件的规定,并按国家现行标准进行外观检验,不合格者不得使用
其中三通尽量采用成品拉制三通
2 合金钢管道组成件应采用光谱分析或其他方法对材质进行复查,并做好标记
3 存在下列情况的材料应进行材质复检: 1)钢号、炉批号、规格型号与质量证件不符; 2)质量证件中,关键参数不清或有异议; 3)规定质量证件中应有的有关实验数据或参数而文件中未列出或没有注明
4 施工用消耗材料:电焊条、电焊丝、钨极棒、砂轮片、氩气、氧气、乙炔气等应有制造厂产品质量证明书
焊丝经除锈、除油脂、油漆;电焊条经烘烤、保温后,按焊条管理要求发放领用
3 预制场地与设备、机具准备:2
1 铺设与预制管段相适应的预制钢板平台
2 在钢板平台上预制卡具
直管段预制卡具应保证管段两端法兰平行度且能保证两端法兰角度一致
以便于以后管道安装连接
3 机具设备准备:磨光机、无齿锯、磁