实验一、数控车床面板操作 一、实验目的: 1、熟悉数控车床的按钮功能及操作顺序
2、了解数控车床的面板及主要功能的用法
3、掌握数控车床的的回零及手动操作方法
4、掌握数控车床对刀步骤及设定方法
二、实验原理与说明: 1、数控机床的组成 数控机床由计算机数控系统和机床本体两部分组成
计算机数控系统主要包括输入/输出设备、CNC 装置、伺服单元、驱动装置和可编程控制器(PLC)等
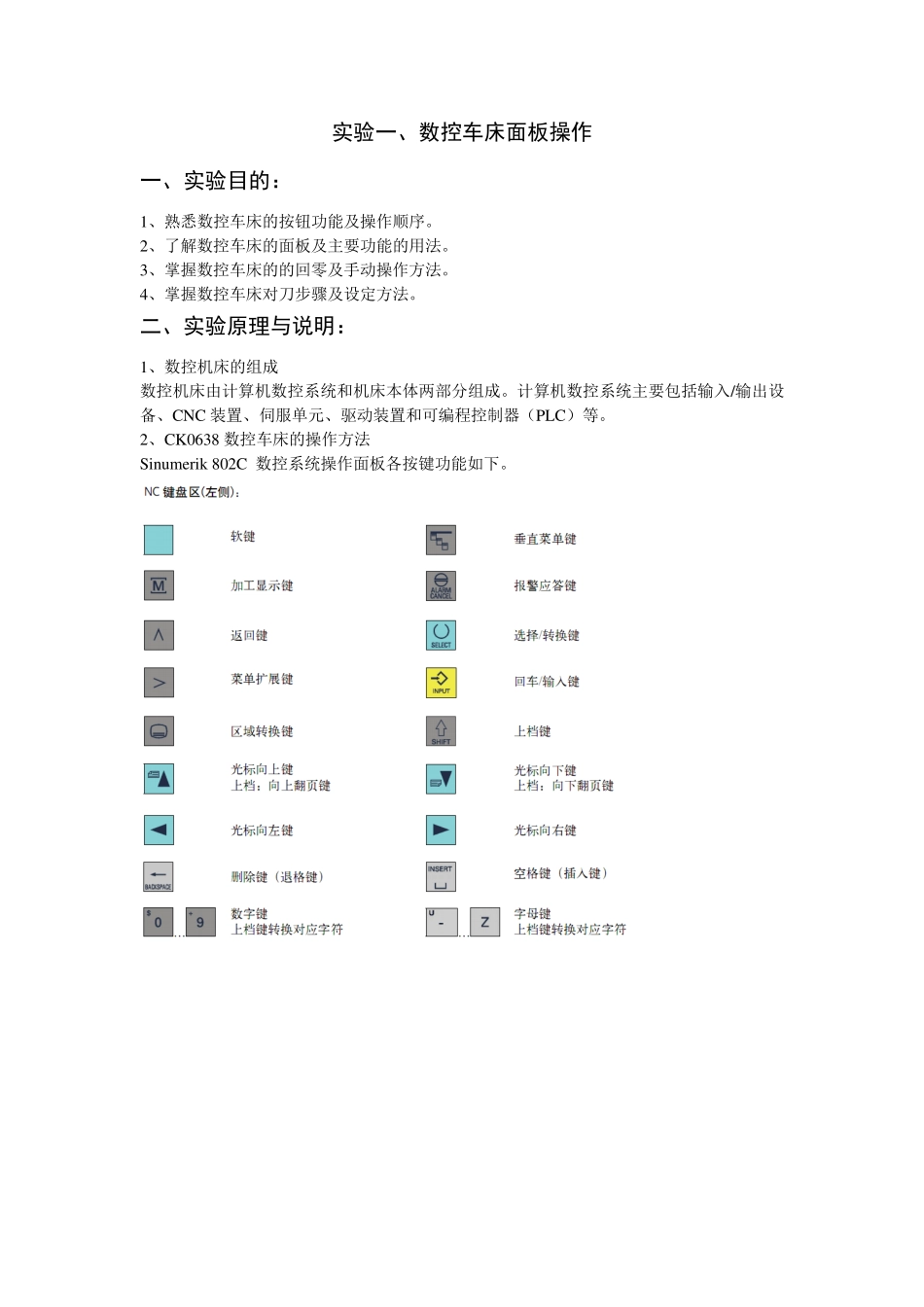
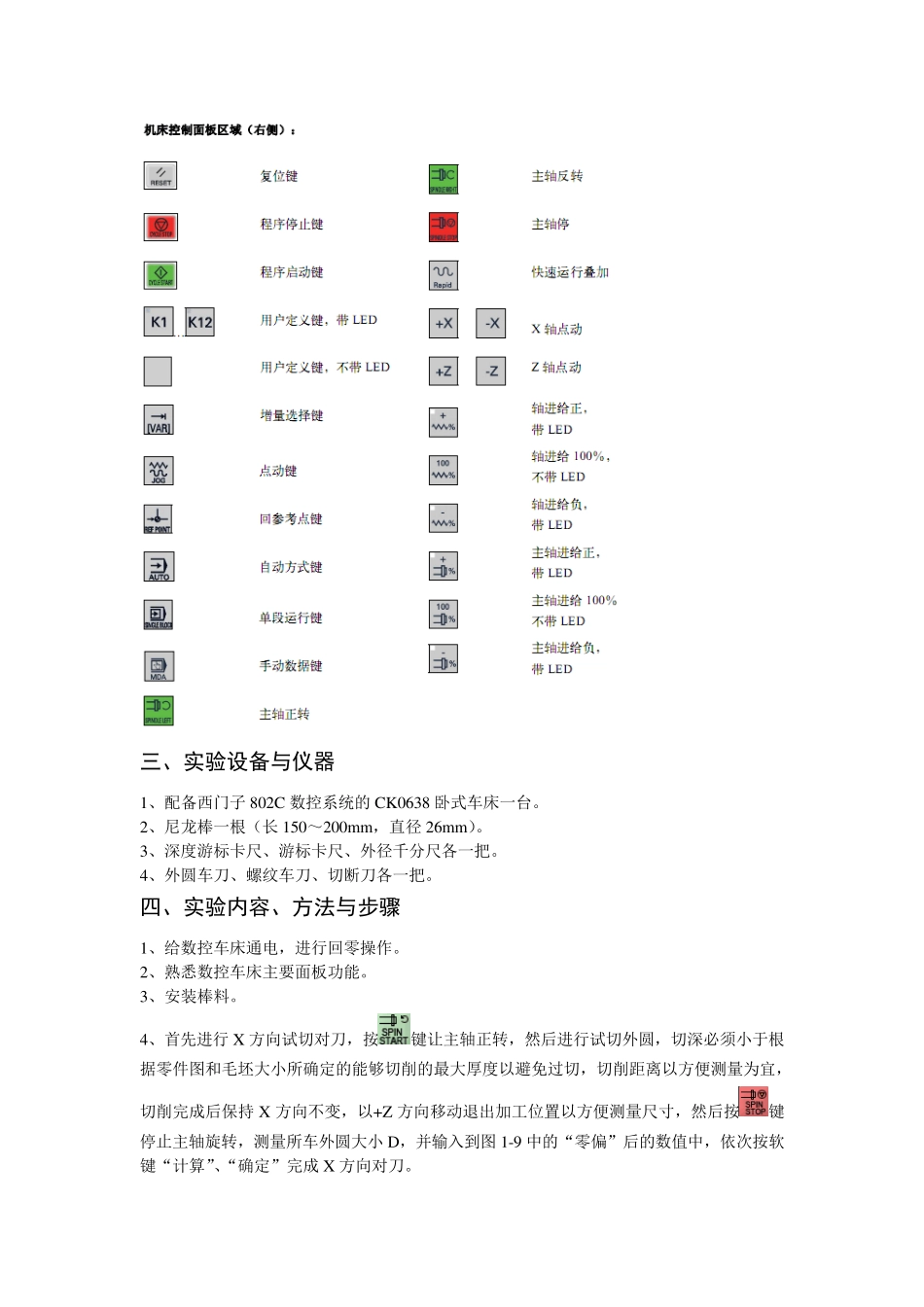
2、CK0638 数控车床的操作方法 Sinu merik 802C 数控系统操作面板各按键功能如下
三、实验设备与仪器 1、配备西门子 802C 数控系统的 CK0638 卧式车床一台
2、尼龙棒一根(长 150~200m m ,直径 26m m )
3、深度游标卡尺、游标卡尺、外径千分尺各一把
4、外圆车刀、螺纹车刀、切断刀各一把
四、实验内容、方法与步骤 1、给数控车床通电,进行回零操作
2、熟悉数控车床主要面板功能
3、安装棒料
4、首先进行 X 方向试切对刀,按键让主轴正转,然后进行试切外圆,切深必须小于根据零件图和毛坯大小所确定的能够切削的最大厚度以避免过切,切削距离以方便测量为宜,切削完成后保持 X 方向不变,以+Z 方向移动退出加工位置以方便测量尺寸,然后按键停止主轴旋转,测量所车外圆大小 D,并输入到图 1-9 中的“零偏”后的数值中,依次按软键“计算”、“确定”完成 X 方向对刀
5、然后进行Z方向对刀,按软键“对刀”,然后按图1-9 软键“轴+”进入到对刀界面进行Z方向试切对刀
按键让主轴正转,然后进行手动试切端面,端面试切平整以后保持Z轴不运动,沿+X 方向退出加工区域,然后按键停止主轴旋转,零偏后输入0,依次按软键“计算”、“确定”完成Z方向对刀
6、按照以上步骤分别进行三把刀的对刀,并记录所获取的刀偏数据
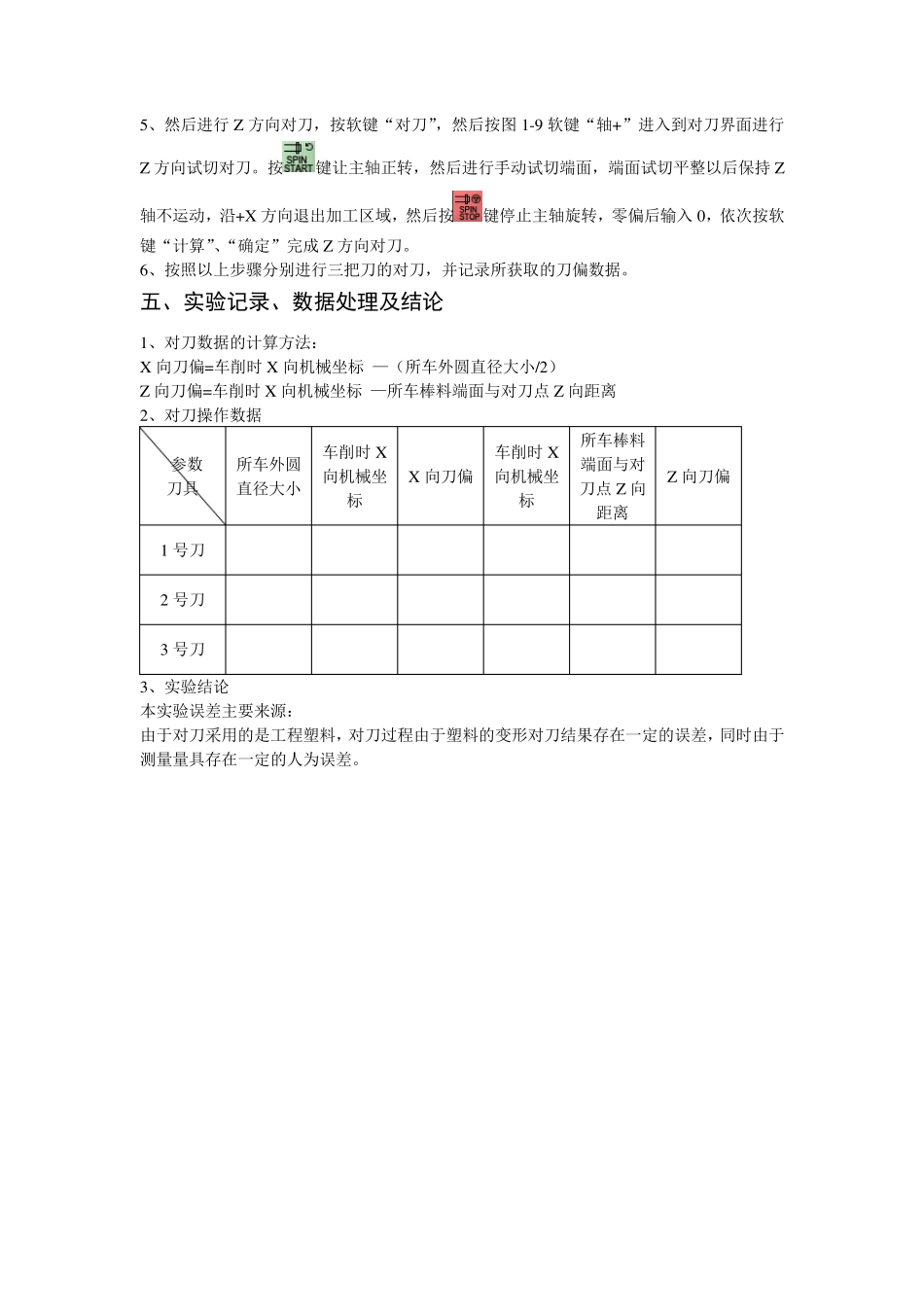
五、实验记录、数据处理及结论 1、