121目的为规范检验人员对火焰切割零部件的检验,让检验人员在数控火焰切割、半自动切割过程及切割件成品的检验活动有章可依
同时提升下料件的切割实物割口成型质量,降低切割缺陷的形成几率,提高焊接、装配及整机外观质量
2适用范围适用于公司内数控火焰切割、半自动切割过程的检验及切割成品件的检验等
3检验及标识工具卡尺、钢尺、卷尺、石笔、记号笔等
4外观表面等级定义:产品表面等级根据重要程度,划分为|类面、||类面、III 类面,具体定义如下:表面等级定义产品表面等级定义I 类面掘进机组装后,表面裸露在人的视线范围内,人体不需要下蹲或站在机组上面能观察到,直接影响掘进机外观的表面
II 类面人体需要下蹲或站在机组上面能观察到的部位
III 类面机组拆解后,在部件上可以观察到的部位
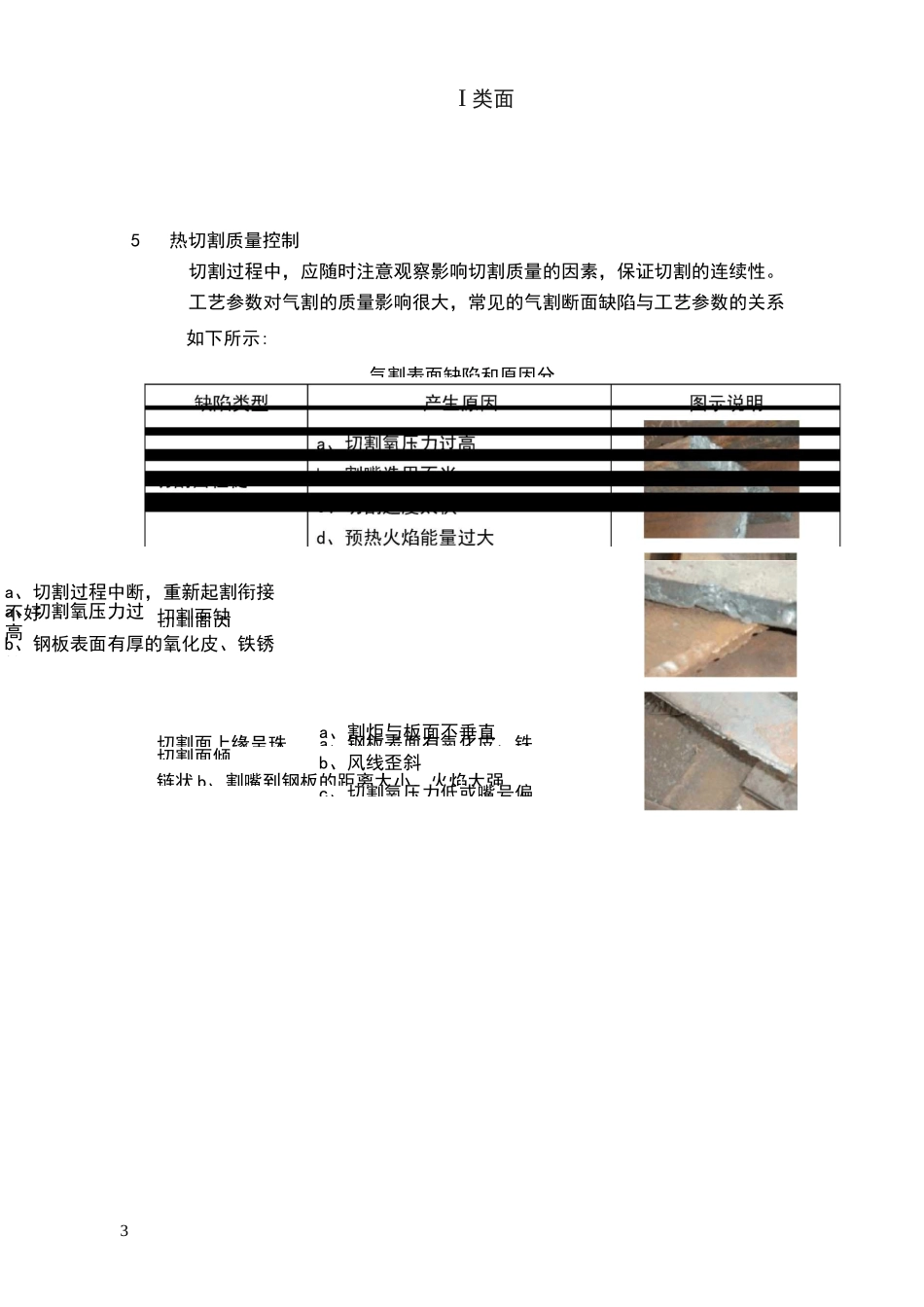
机器的 I 类面、II 类面、III 类面的区分如图 1 所示:3切割面缺a、切割过程中断,重新起割衔接不好b、钢板表面有厚的氧化皮、铁锈等切割面内a、切割氧压力过高切割面倾a、割炬与板面不垂直b、风线歪斜c、切割氧压力低或嘴号偏切割面上缘呈珠a、钢板表面有氧化皮、铁链状 b、割嘴到钢板的距离太小,火焰太强I 类面5热切割质量控制切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:气割表面缺陷和原因分4切割面上缘熔切割面下缘粘a、预热火焰太强b、切割速度太慢c、割嘴离板件太近A、切割速度太快或太慢b、割嘴号太小c、切割氧压力太低6切割成品件可接受的范围切割面的粗糙度分级(钢板表面经切割后形成新的表面):序号项目分类1 类面II 类面III 类面1&W30mm表面粗糙度 V25表面粗糙度 W50表面粗糙度 W50任意 100mm 长度切角 W3 度切角 W5 度切角 W5 度230mmVBV50mm表面粗糙度 V25表面粗糙