专业超声波塑料焊接-----深圳市恒波超声设备有限公司0755-28993510 13510929282 李海东Http://www
chinaultrasonic
cn E-mail:ultrasonic888@163
com接合部的接合形状案例 (1)斜面接合 该接合是利用斜面以达到完全的面接合
由于可获得均一的热能及较大的焊接面积,故焊接强度高,气密性好
设计时的注意事项 接合部的倾斜角度越大则焊接面积也就越大,但由于结合面不易产生滑动,故需要较大的能源
另一方面,当倾斜角为锐角时,在焊接时会形成压入状态,并因打开接合部而引起变形、降低了融化密合性等,有可能引起不良问题的发生
在设计是我们必须考虑到成型品的厚度,一般成品厚度应设定在 30~60 的范围内
将要进行焊接的二个成型品在组合时,确定纵向与横向的焊接深度是尤为重要的
虽然所设定的尺寸会因使用塑料的等级与性能要求而异,但纵向与横向的设定标准则为 0
7mm 左右
为了确保焊接时嵌接状态的稳定性,尽可能地将接合部设计的大一点
实际上成型品的间隙设计的大则不会发生晃荡,且不能有压入
单侧设定为 0
05mm 左右为最佳
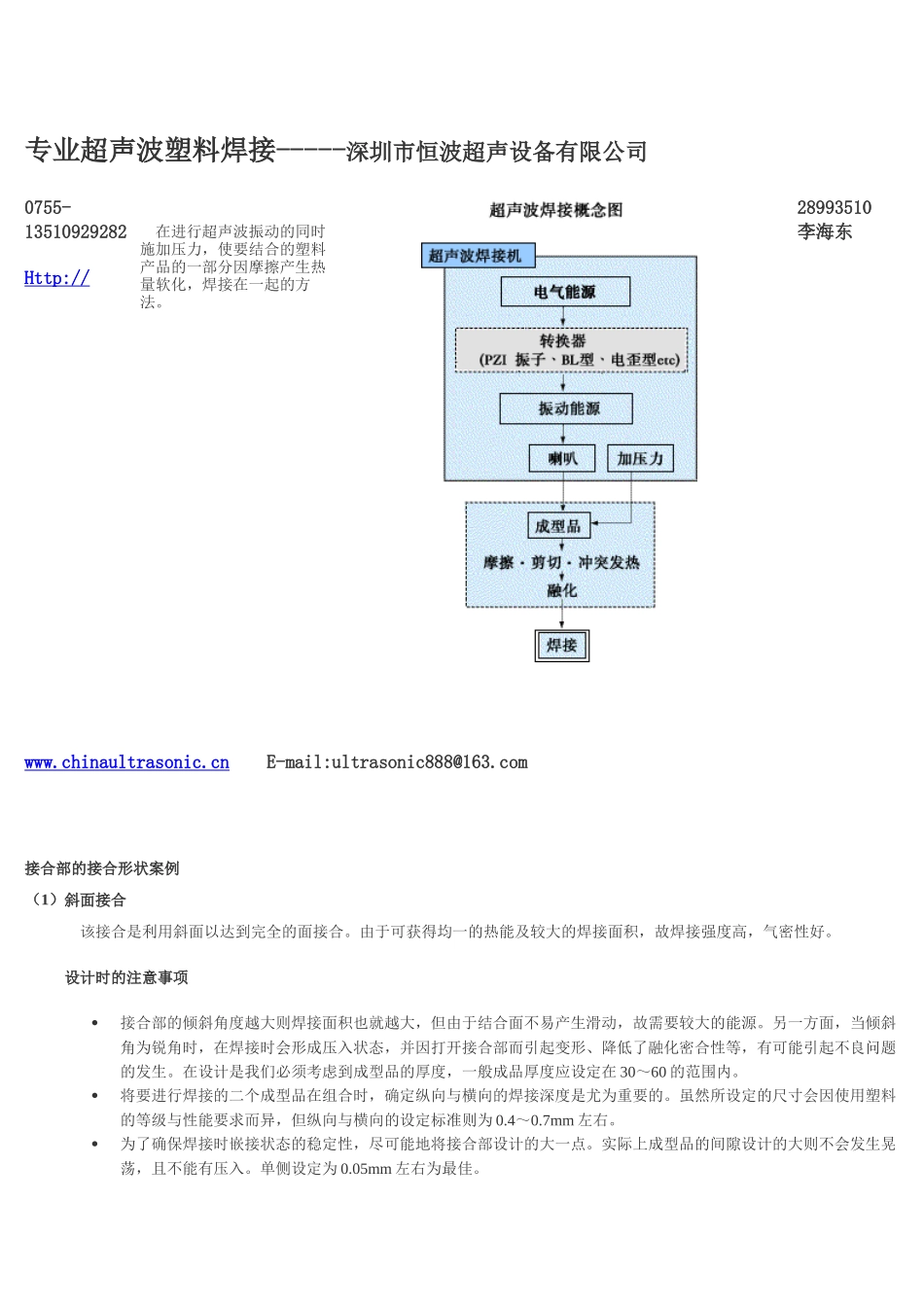
在进行超声波振动的同时施加压力,使要结合的塑料产品的一部分因摩擦产生热量软化,焊接在一起的方法
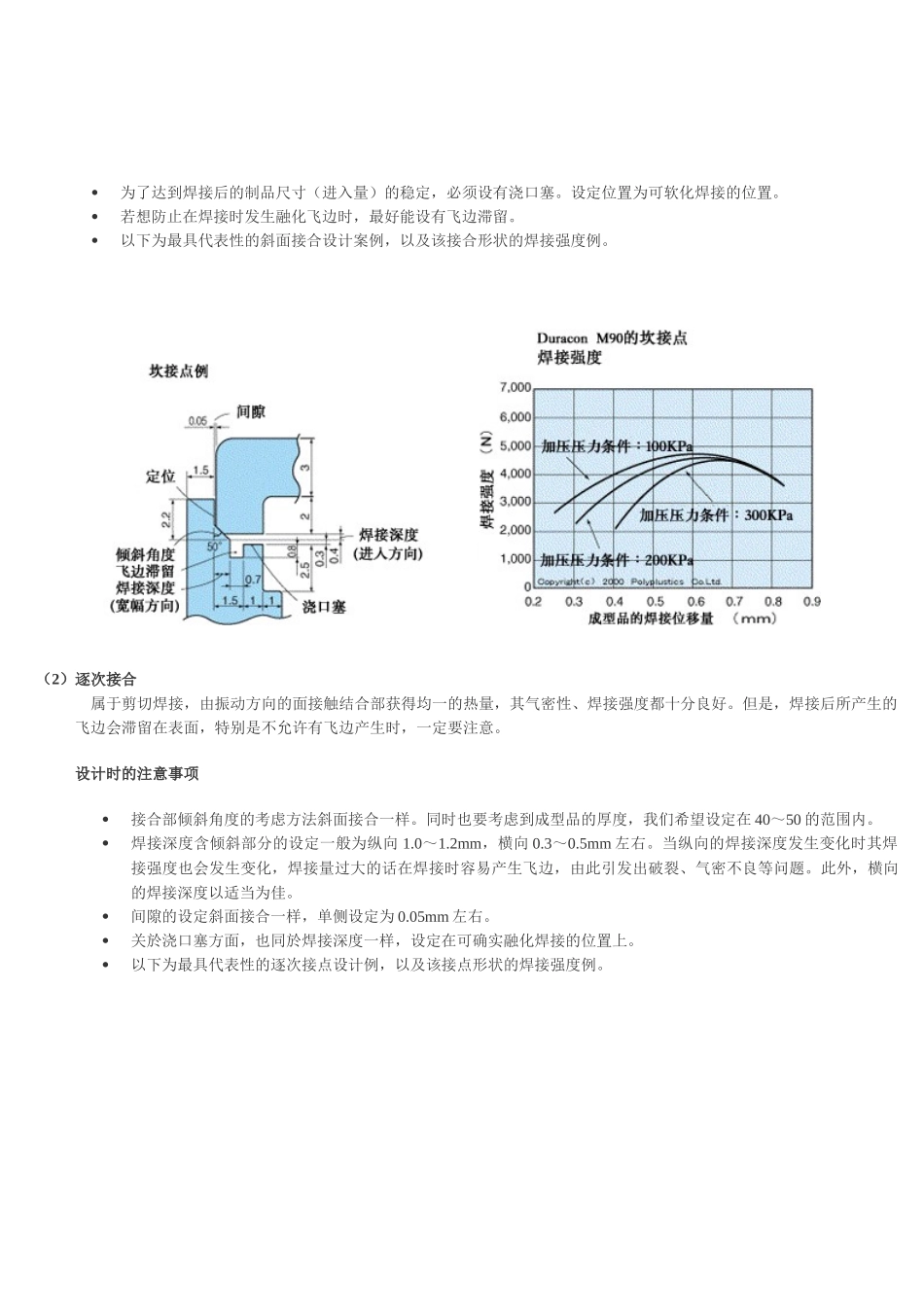
为了达到焊接后的制品尺寸(进入量)的稳定,必须设有浇口塞
设定位置为可软化焊接的位置
若想防止在焊接时发生融化飞边时,最好能设有飞边滞留
以下为最具代表性的斜面接合设计案例,以及该接合形状的焊接强度例
(2)逐次接合 属于剪切焊接,由振动方向的面接触结合部获得均一的热量,其气密性、焊接强度都十分良好
但是,焊接后所产生的飞边会滞留在表面,特别是不允许有飞边产生时,一定要注意
设计时的注意事项接合部倾斜角度的考虑方法斜面接合一样
同时也要考虑到成型品的厚度,我们希望设定在