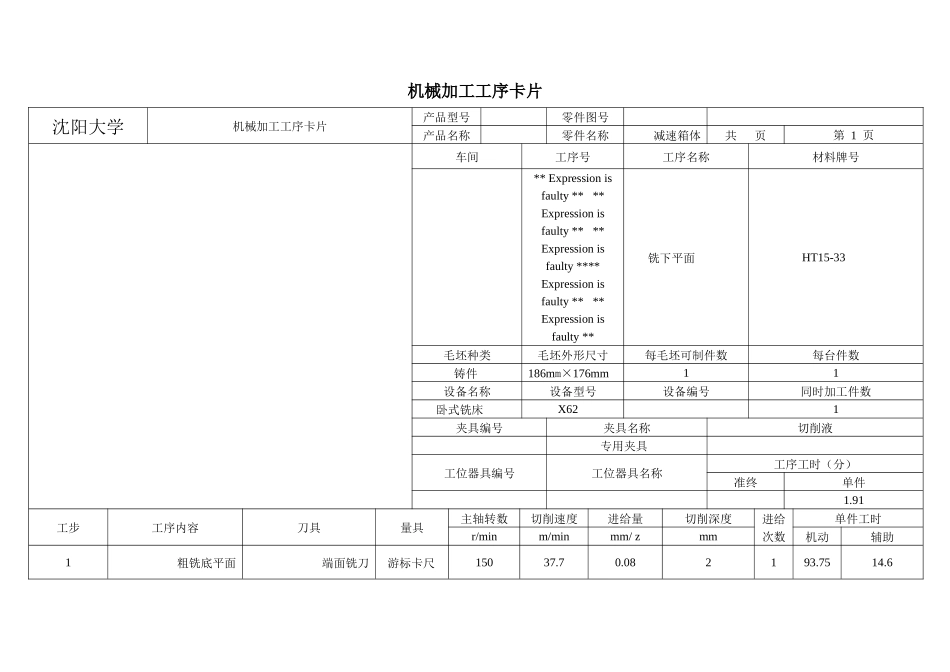
机械加工工序卡片沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称减速箱体共 页第 1 页车间工序号工序名称材料牌号** Expression isfaulty ** **Expression isfaulty ** **Expression isfaulty ****Expression isfaulty ** **Expression isfaulty **铣下平面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm×176mm11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件1
91工步工序内容刀具量具主轴转数切削速度进给量切削深度进给次数单件工时r/minm/minmm/ z mm机动辅助1粗铣底平面端面铣刀游标卡尺15037
082193
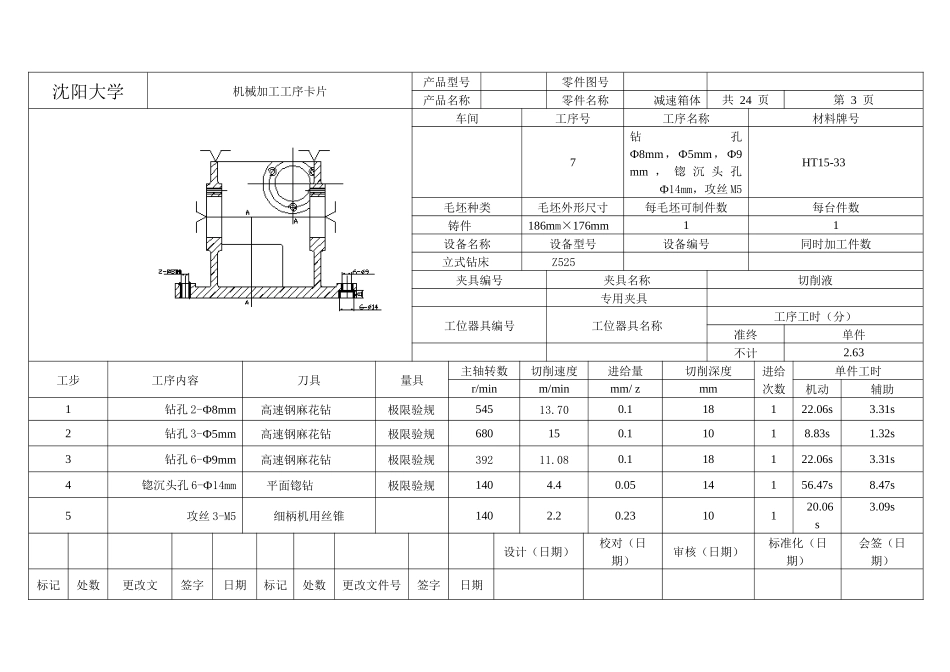
6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称减速箱体共 24 页第 3 页车间工序号工序名称材料牌号7钻孔Ф8mm,Ф5mm,Ф9mm , 锪 沉 头 孔Ф14mm,攻丝 M5HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm×176mm11设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计2
63工步工序内容刀具量具主轴转数切削速度进给量切削深度进给次数单件工时r/minm/minmm/ z mm机动辅助1钻孔 2-Ф8mm高速钢麻花钻极限验规54513
118122
31s2钻孔 3-Ф5mm高速钢麻花钻极限验规680150
32s3钻孔