PLC 顺序控制在药品原料称重系统上的应用赵伟博福-益普生(天津)制药有限公司摘要 : 顺序控制是逻辑控制方法的一种, 它适用于按预定顺序或时序动作的机器设备
作为基础自动化的重要组成部分,PLC 非常适合进行顺序逻辑控制
许多 PLC 都开发了顺序控制软件包或专用的顺序控制指令,但是在实际应用领域,许多国内外设备制造商在设计其产品的控制程序时,都没有采用专门的顺控指令和软件,而是直接使用 PLC 的普通指令来编程实现同样的顺序控制功能
这不仅节省了开发成本和时间,而且在设计上体现了极大的灵活性,可以实现任意复杂的功能,而不必遵循专用指令和软件在格式和规范上的限制
用 PLC 普通指令实现顺序逻辑控制有几种主要的方法和技巧,本文将详细探讨步标志变量赋值的方法在我公司药品原料称重系统中的具体应用
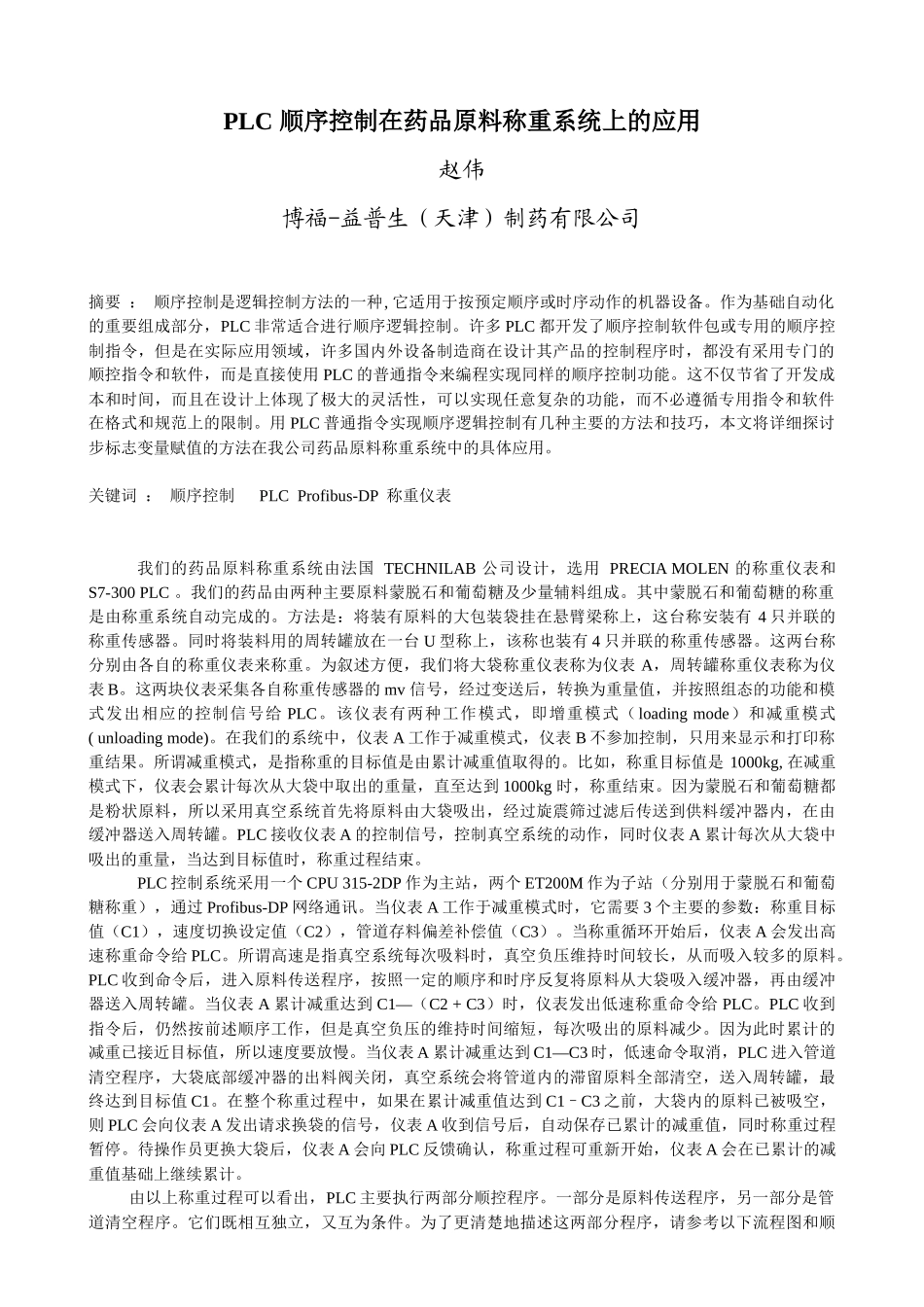
关键词 : 顺序控制 PLC Profibus-DP 称重仪表我们的药品原料称重系统由法国 TECHNILAB 公司设计,选用 PRECIA MOLEN 的称重仪表和S7-300 PLC
我们的药品由两种主要原料蒙脱石和葡萄糖及少量辅料组成
其中蒙脱石和葡萄糖的称重是由称重系统自动完成的
方法是:将装有原料的大包装袋挂在悬臂梁称上,这台称安装有 4 只并联的称重传感器
同时将装料用的周转罐放在一台 U 型称上,该称也装有 4 只并联的称重传感器
这两台称分别由各自的称重仪表来称重
为叙述方便,我们将大袋称重仪表称为仪表 A,周转罐称重仪表称为仪表 B
这两块仪表采集各自称重传感器的 mv 信号,经过变送后,转换为重量值,并按照组态的功能和模式发出相应的控制信号给 PLC
该仪表有两种工作模式,即增重模式(loading mode)和减重模式 ( unloading mode)
在我们的系统中,仪表 A 工作于减重模式,仪表 B 不参加控制,只用来显示和打印称重结果
所谓减重模式,是