塑料模具课程设计目录1)所需资料:注射成型工艺与模具设计、模具设计与制造手册
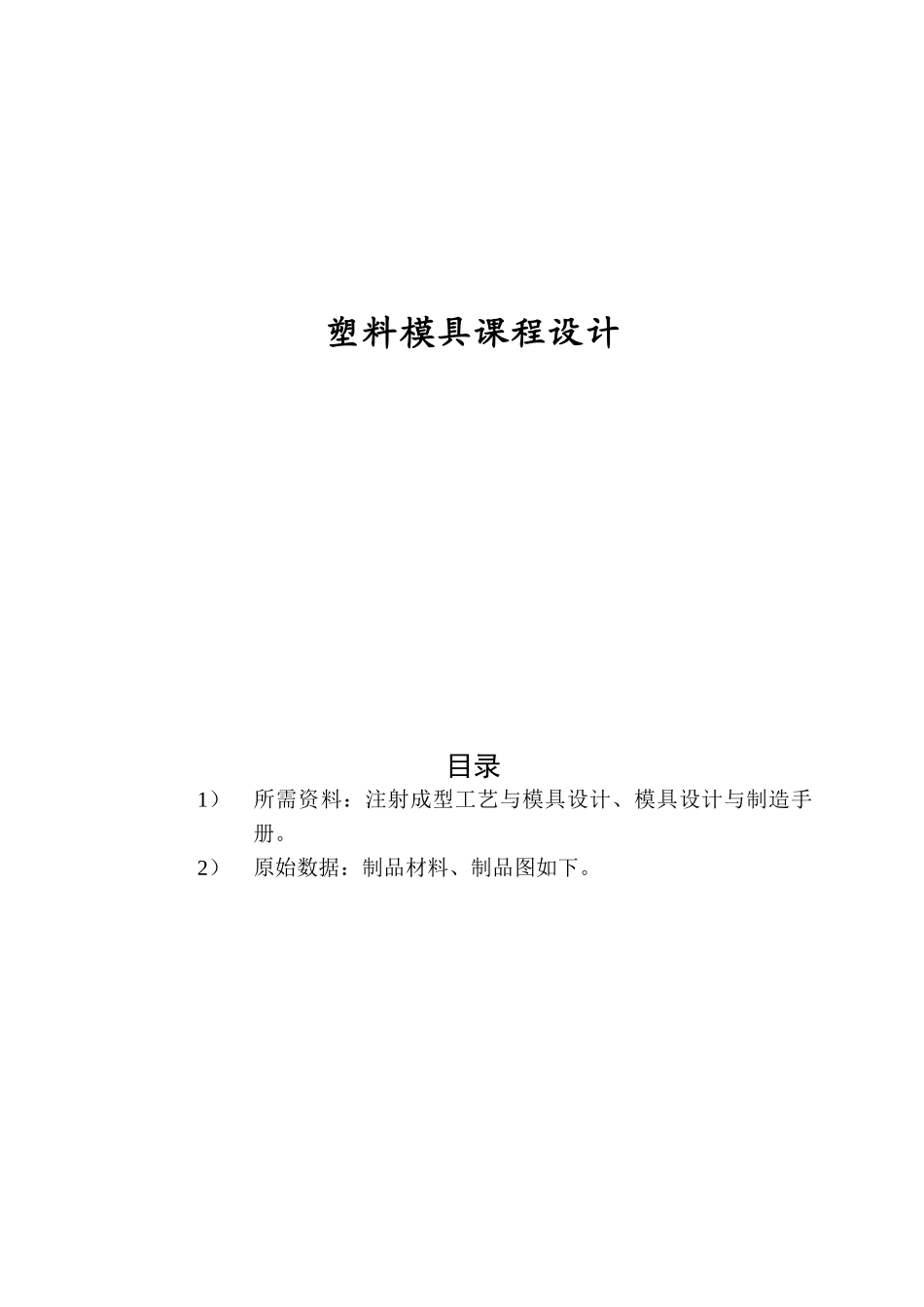
2)原始数据:制品材料、制品图如下
4)注射模设计塑料制品结构分析;注射成型工艺参数选择、模架选择、注射机选择;成型零部件、浇注系统、脱模机构、温度调节系统等的设计; 模具总体方案设计和比较;主要零部件强度、刚度计算;绘制模具装配图;绘制主要零部件图;编制成型零件数控加工程序
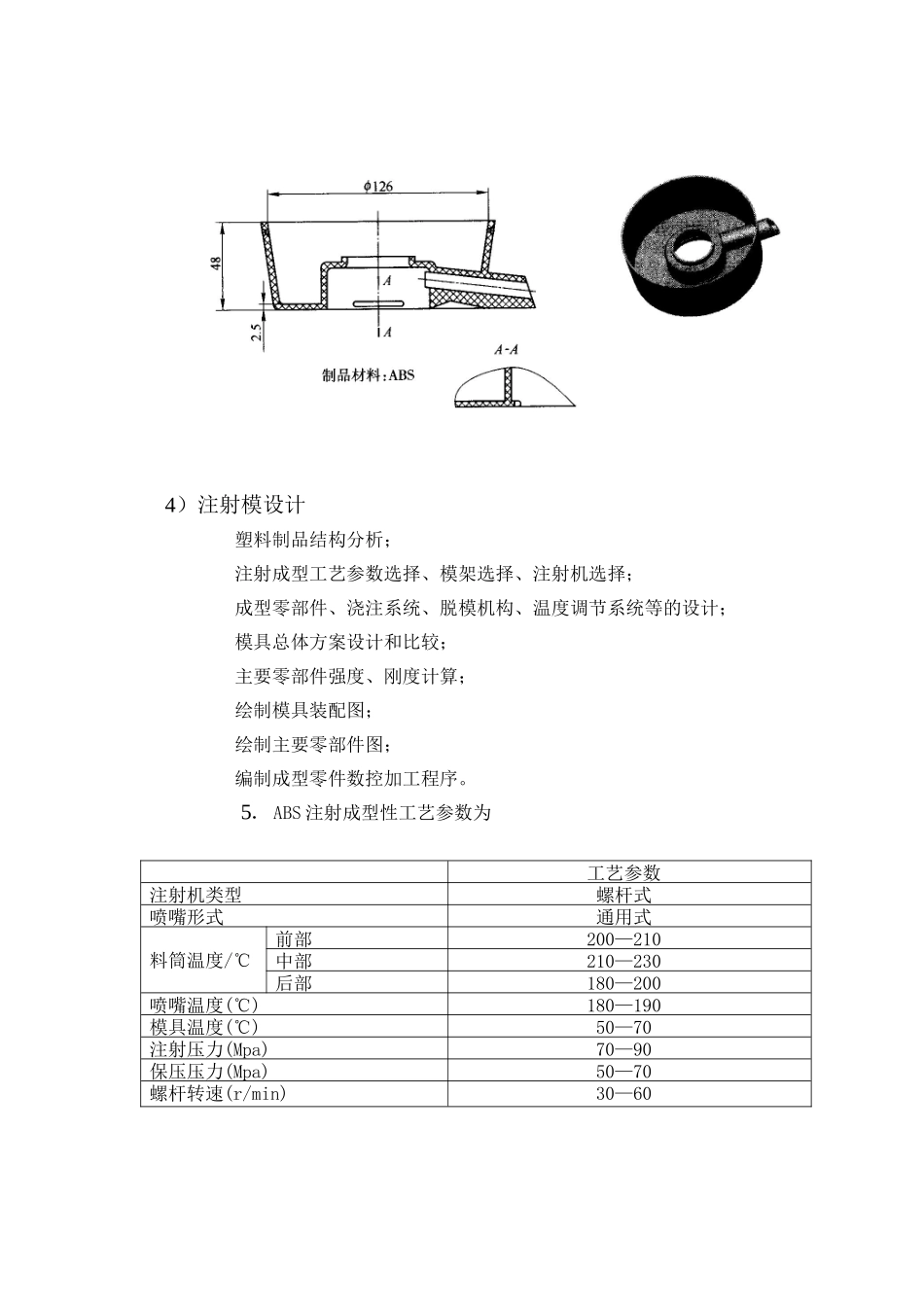
5.ABS 注射成型性工艺参数为工艺参数注射机类型螺杆式喷嘴形式通用式料筒温度/℃前部200—210中部210—230后部180—200喷嘴温度(℃)180—190模具温度(℃)50—70注射压力(Mpa)70—90保压压力(Mpa)50—70螺杆转速(r/min)30—60高压瓶盖注射成型工艺分析与模具3
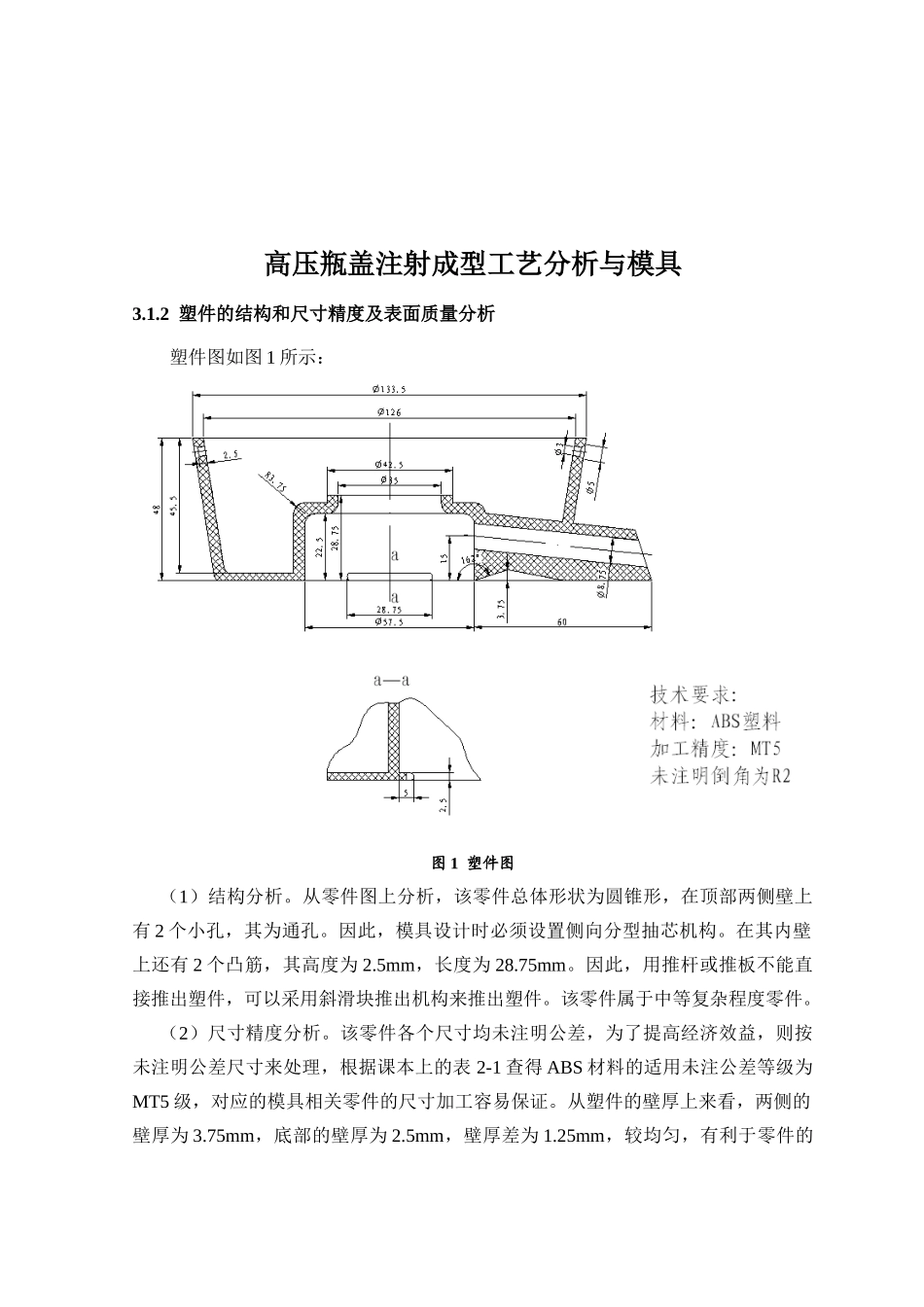
2 塑件的结构和尺寸精度及表面质量分析塑件图如图 1 所示:图 1 塑件图(1)结构分析
从零件图上分析,该零件总体形状为圆锥形,在顶部两侧壁上有 2 个小孔,其为通孔
因此,模具设计时必须设置侧向分型抽芯机构
在其内壁上还有 2 个凸筋,其高度为 2
5mm,长度为 28
因此,用推杆或推板不能直接推出塑件,可以采用斜滑块推出机构来推出塑件
该零件属于中等复杂程度零件
(2)尺寸精度分析
该零件各个尺寸均未注明公差,为了提高经济效益,则按未注明公差尺寸来处理,根据课本上的表 2-1 查得 ABS 材料的适用未注公差等级为MT5 级,对应的模具相关零件的尺寸加工容易保证
从塑件的壁厚上来看,两侧的壁厚为 3
75mm,底部的壁厚为 2
5mm,壁厚差为 1
25mm,较均匀,有利于零件的成型
(3)表面质量分析
该零件的表面除要求没有缺陷、毛刺,内部不得有导电杂质外,没有特别的表面质量要求,因此表面要求比较容易实现
综上分析可以看出,注射时在工艺参数控制的较好的情况下,零件的成型要求可以得到保证