第三节数控铣削加工平面凸轮零件的典型实例教学目标通过本章的深入讲解,使学生加深对数控铣床的了解,并能熟练掌握刀具半径补偿和刀具长度补偿具体应用,和凸轮零件的数控加工工艺运用
同时,对进一步巩固前章所学的编程知识,增强工程实践动手能力,提高综合加工实训能力具体要求1
了解程序停止(M00)、程序跳段的使用方法
熟练区分左刀具半径补偿和右刀具半径补偿
合理使用刀具半径补偿值分配粗、精加工余量
掌握平面凸轮零件的编程方法
正确完成调用子程序铣削工件
实验条件1.立式数控铣床
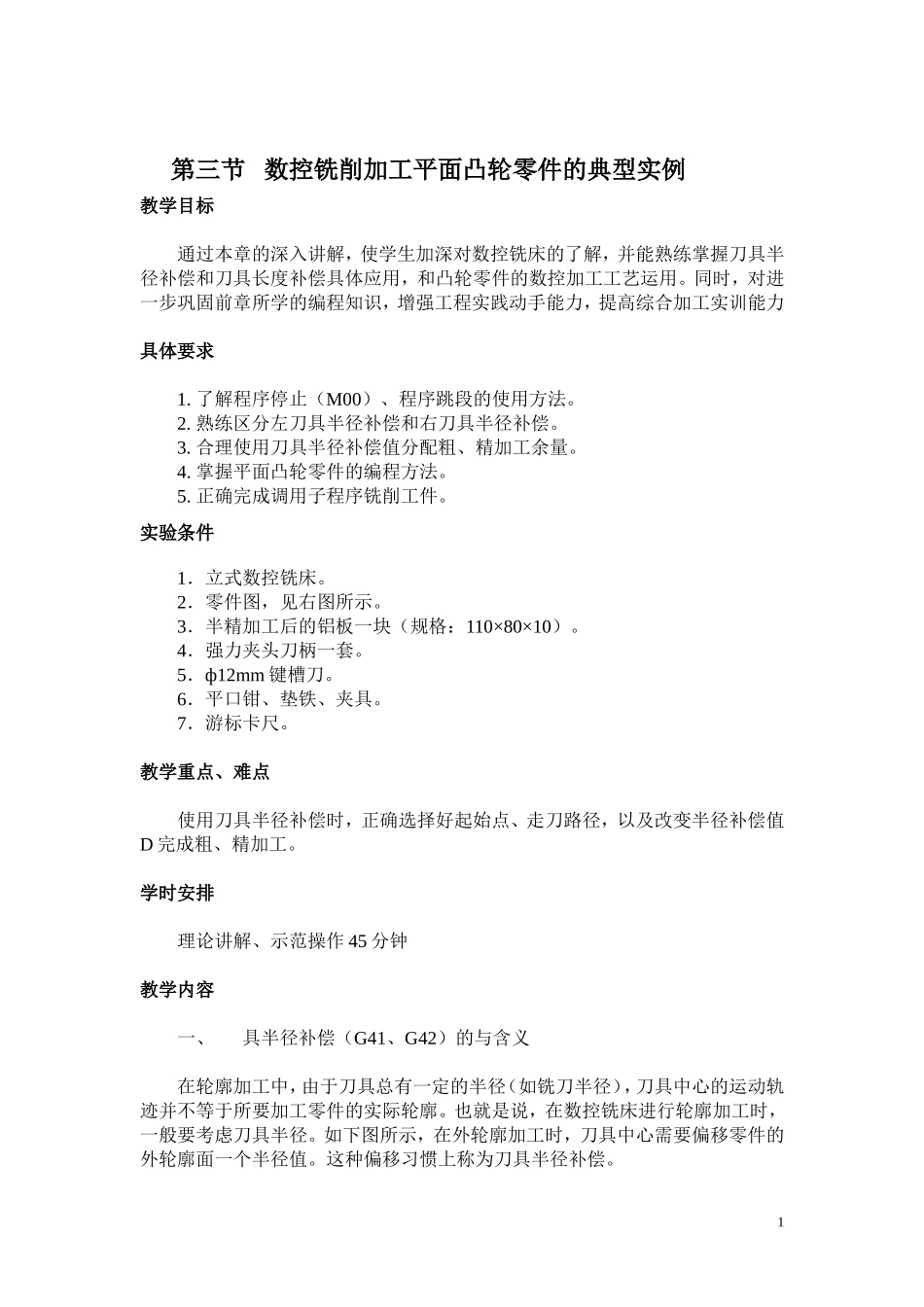
2.零件图,见右图所示
3.半精加工后的铝板一块(规格:110×80×10)
4.强力夹头刀柄一套
5.ф12mm键槽刀
6.平口钳、垫铁、夹具
7.游标卡尺
教学重点、难点使用刀具半径补偿时,正确选择好起始点、走刀路径,以及改变半径补偿值D完成粗、精加工
学时安排理论讲解、示范操作45分钟教学内容一、具半径补偿(G41、G42)的与含义在轮廓加工中,由于刀具总有一定的半径(如铣刀半径),刀具中心的运动轨迹并不等于所要加工零件的实际轮廓
也就是说,在数控铣床进行轮廓加工时,一般要考虑刀具半径
如下图所示,在外轮廓加工时,刀具中心需要偏移零件的外轮廓面一个半径值
这种偏移习惯上称为刀具半径补偿
1使用刀具半径补偿功能,系统可以自动计算出偏离一定距离(称偏置)的刀具轨迹
它不但大大简化了编程,而且还可以很容易地调整加工轮廓尺寸
当然,对于特别简单的零件,也可以在加工程序中偏离轮廓一个刀具半径值来编程(不使用刀具半径补偿功能)
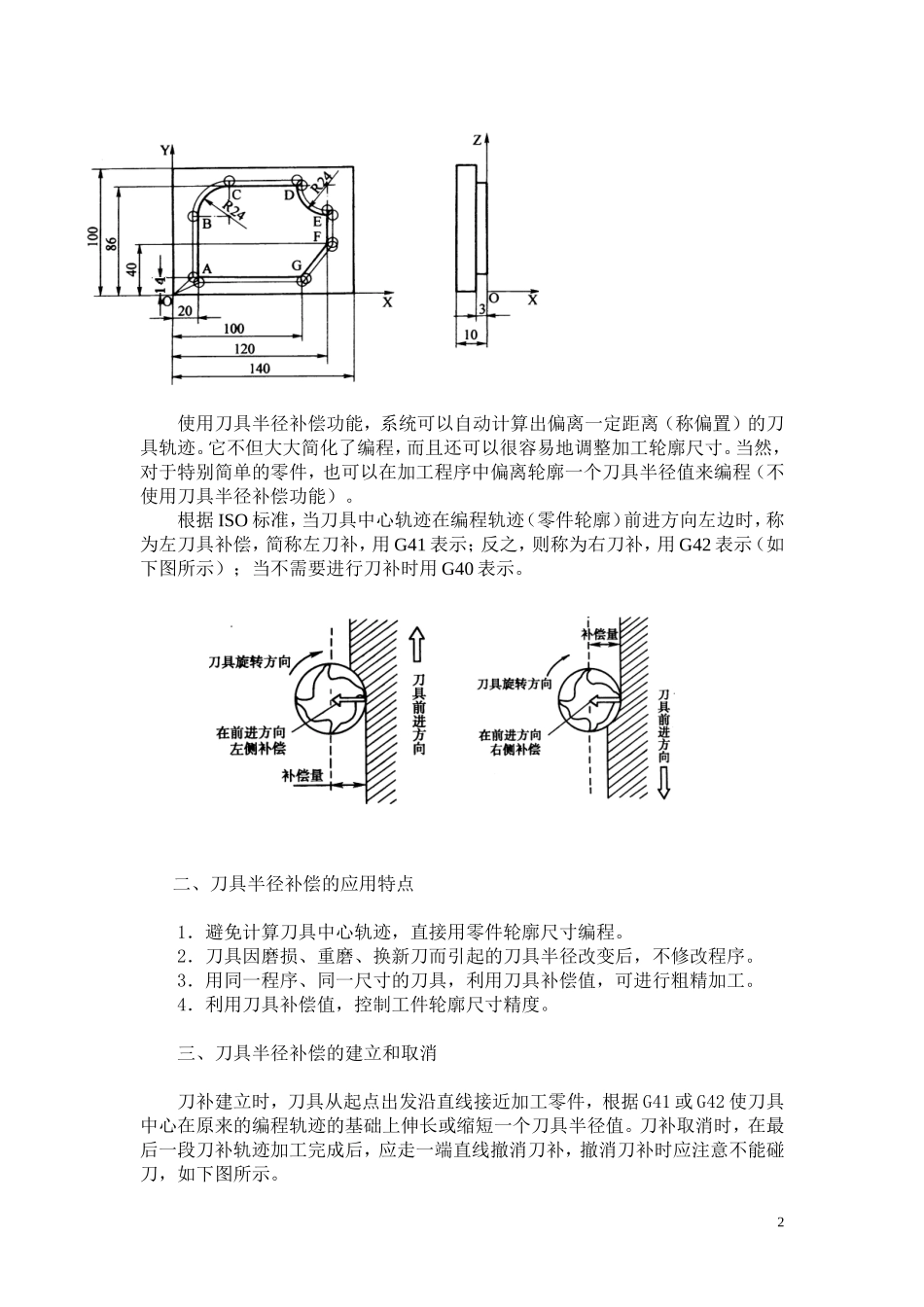
根据ISO标准,当刀具中心轨迹在编程轨迹(零件轮廓)前进方向左边时,称为左刀具补偿,简称左刀补,用G41表示;反之,则称为右刀补,用G42表示(如下图所示);当不需要进行刀补时用G40表示
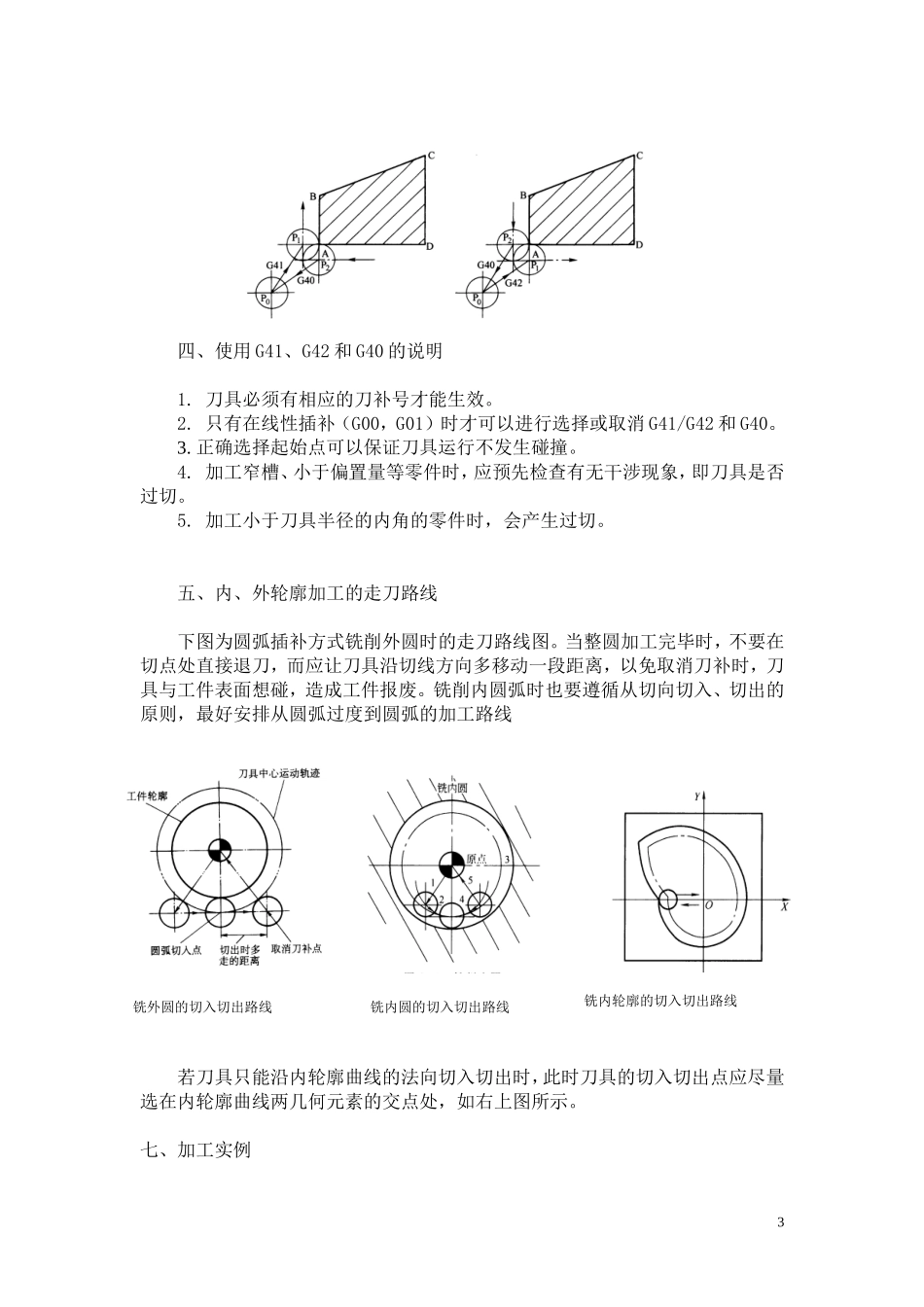
二、刀具半径补偿的应用特点1.避免计算刀具中心轨迹,直接用零件轮廓尺寸编程