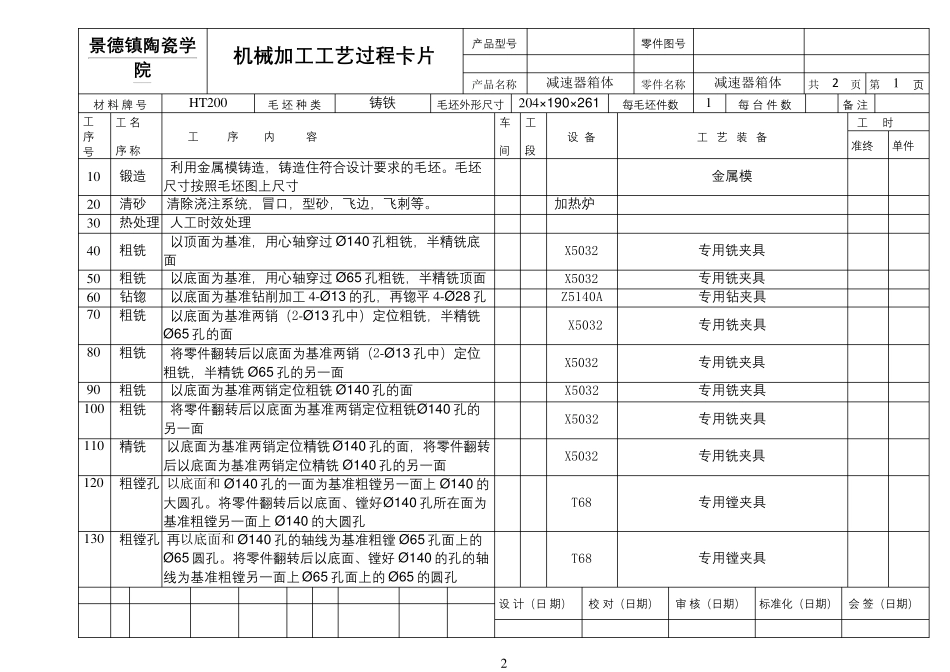
减速器箱体 机械加工工艺规程- 卡片( 总3 7 页) -本 页 仅 作 为预 览 文 档 封 面 , 使 用 时 请 删 除 本 页 - 2 景 德 镇 陶 瓷 学院 机 械 加工 工 艺 过 程 卡 片 产 品 型 号 零 件 图 号 产品名称 减速器箱体 零件名称 减速器箱体 共 2 页 第 1 页 材 料 牌 号 HT200 毛 坯 种 类 铸 铁 毛 坯 外 形 尺 寸 204×190×261 每 毛 坯 件 数 1 每 台 件 数 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准 终 单 件 10 锻 造 利 用 金 属 模 铸 造 , 铸 造 住 符 合 设 计 要 求 的 毛 坯
毛 坯尺 寸 按 照 毛 坯 图 上 尺 寸 金 属 模 20 清 砂 清 除 浇 注 系 统 , 冒 口 , 型 砂 , 飞 边 , 飞 刺 等
加 热 炉 30 热 处 理 人 工 时 效 处 理 40 粗 铣 以 顶 面 为 基 准 , 用 心 轴 穿 过 Ø140 孔 粗 铣 , 半 精 铣 底面 X5032 专 用 铣 夹 具 50 粗 铣 以 底 面 为 基 准 , 用 心 轴 穿 过 Ø65 孔 粗 铣 , 半 精 铣 顶 面 X5032 专 用 铣 夹 具 60 钻 锪 以 底 面 为 基 准 钻 削 加 工 4-Ø13 的 孔 , 再 锪 平 4-Ø28 孔 Z5140A 专 用 钻 夹 具 70 粗 铣 以 底 面 为 基 准 两 销 ( 2-Ø13 孔 中 ) 定 位 粗 铣 , 半 精 铣Ø65 孔 的 面 X5032 专 用 铣 夹 具 80 粗 铣 将 零 件 翻 转 后 以 底 面 为 基 准 两 销 ( 2-Ø13 孔 中 ) 定 位粗 铣 , 半 精 铣 Ø65 孔 的 另 一 面 X5