关于板式伸缩缝模具设计及使用的阶段总结一、近段时间,出现了几次成形板被压坏的情况,经初步分析,有以下几个方面的原因:伸缩缝由于装模时胶料高出模具,上模板盖上后没有完全对位,由于工人贪图方便快捷,模具没有完全对位即加力压下
经现场测量,下表是每种模具装模后上模板高出与之相配合的拼条尺寸:模具型号装模后高出的尺寸(mm)备注F23025F25030F26030~40(60)F27035F30330-40F43030-40F550F70640~55F881F1185模具中定位导向销的长度(指镶入上模板后露出的长度)原长度为20~25mm,小于装模后上模板高起的尺寸,直径为φ22,很多销钉没有进行热处理,硬度不够,易损坏
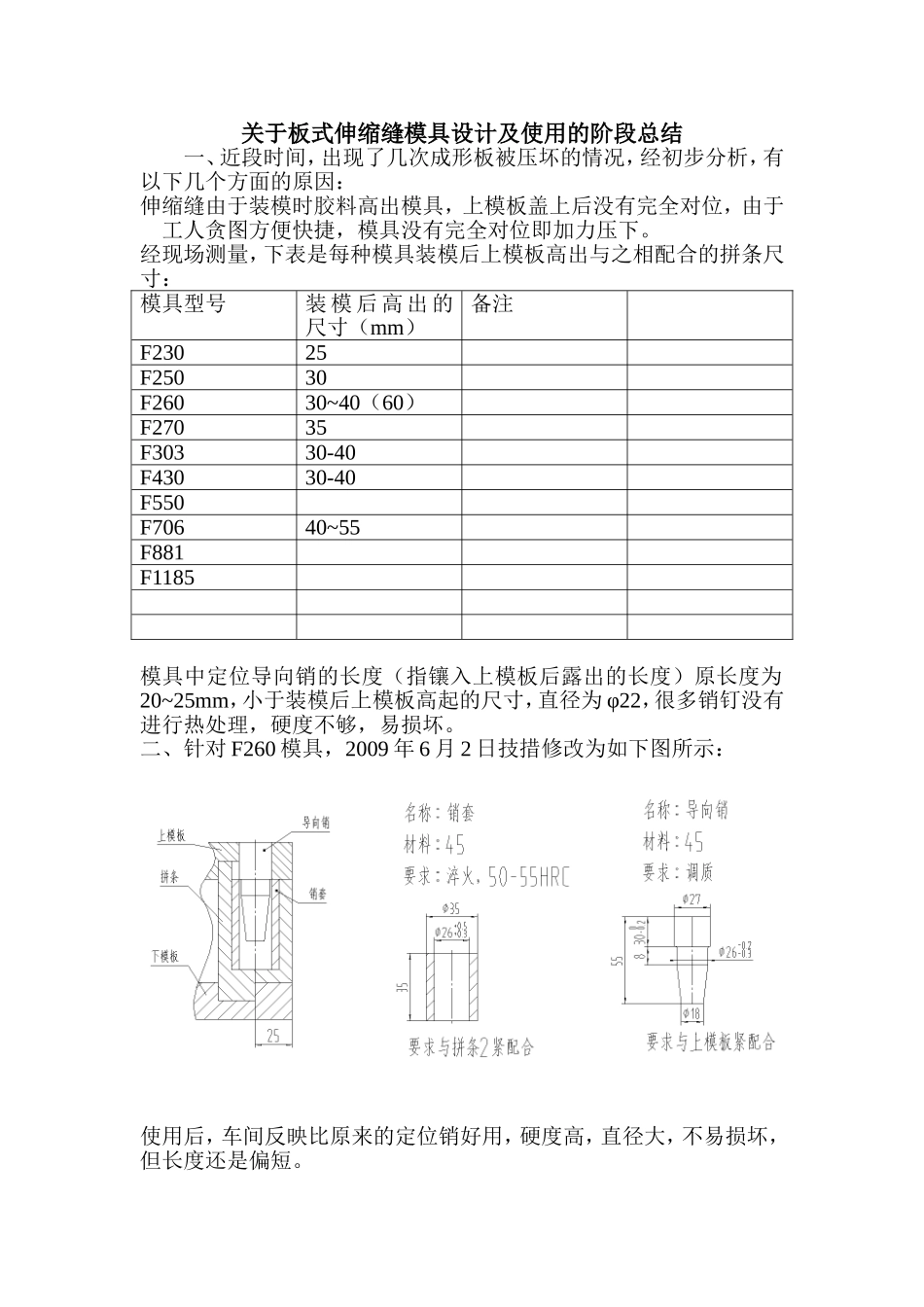
二、针对F260模具,2009年6月2日技措修改为如下图所示:使用后,车间反映比原来的定位销好用,硬度高,直径大,不易损坏,但长度还是偏短
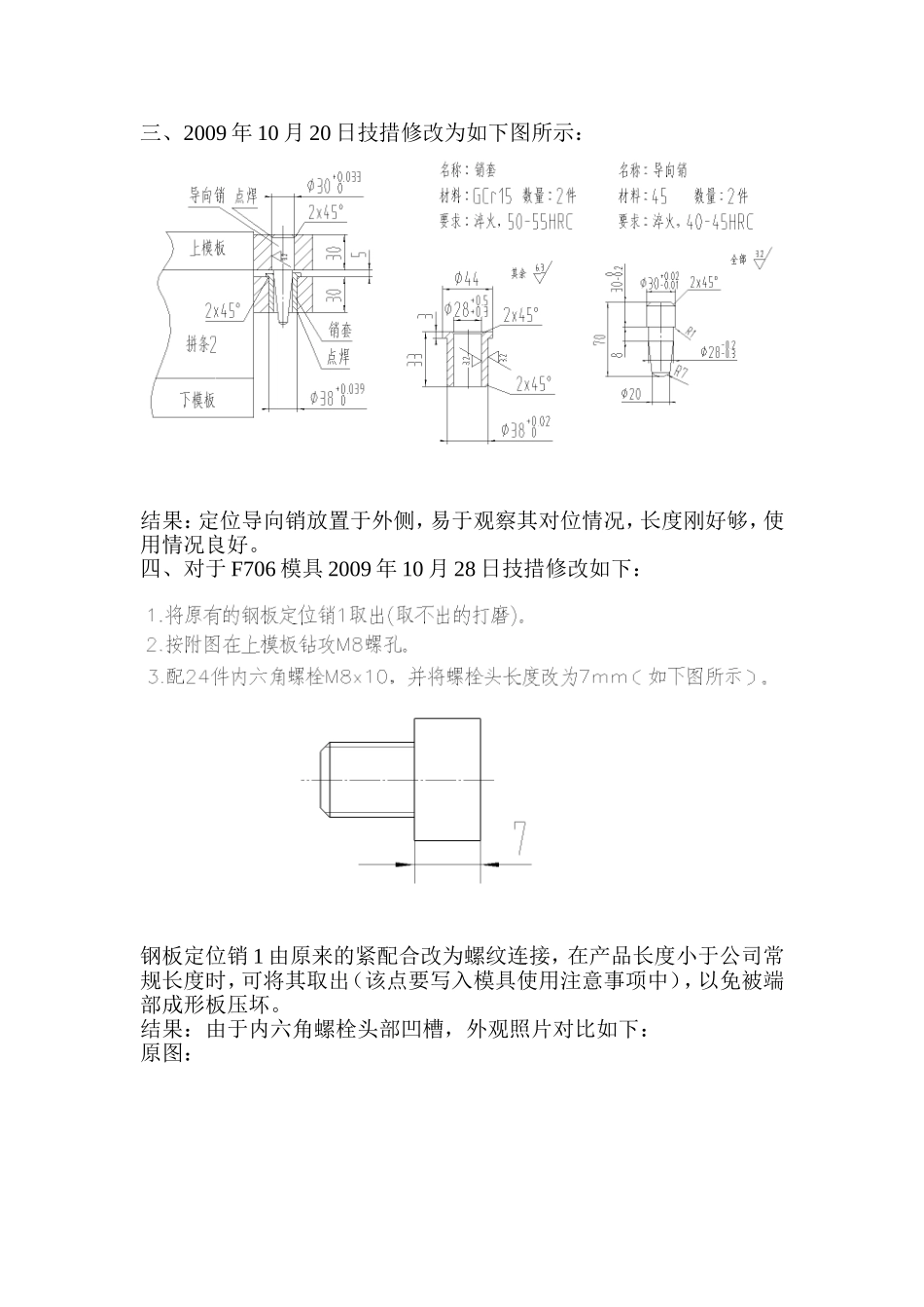
三、2009年10月20日技措修改为如下图所示:结果:定位导向销放置于外侧,易于观察其对位情况,长度刚好够,使用情况良好
四、对于F706模具2009年10月28日技措修改如下:钢板定位销1由原来的紧配合改为螺纹连接,在产品长度小于公司常规长度时,可将其取出(该点要写入模具使用注意事项中),以免被端部成形板压坏
结果:由于内六角螺栓头部凹槽,外观照片对比如下:原图:修改后:修改后由于内六角螺栓,在孔的中心有一个小凸台(不高出产品表面)
五、2009年10月29日会议总结:参与人员:、叶明坤、黄光宇、黄森、翁凤云主题:讨论有关板式伸缩缝模具的问题结论:1
统一钢板定位销的头部尺寸,上模板钢板定位销由紧配合改为螺纹连接,以便于拆缷
定位导向销改为在外侧加焊2块导向销块,将定位导向销置于外侧,以便于装模时观察其对位情况
在生产长度小于公司常规长度时,应将上下模板上产品长度以外的钢板定位销(包括上模板及下模板)拆除,以免被端部