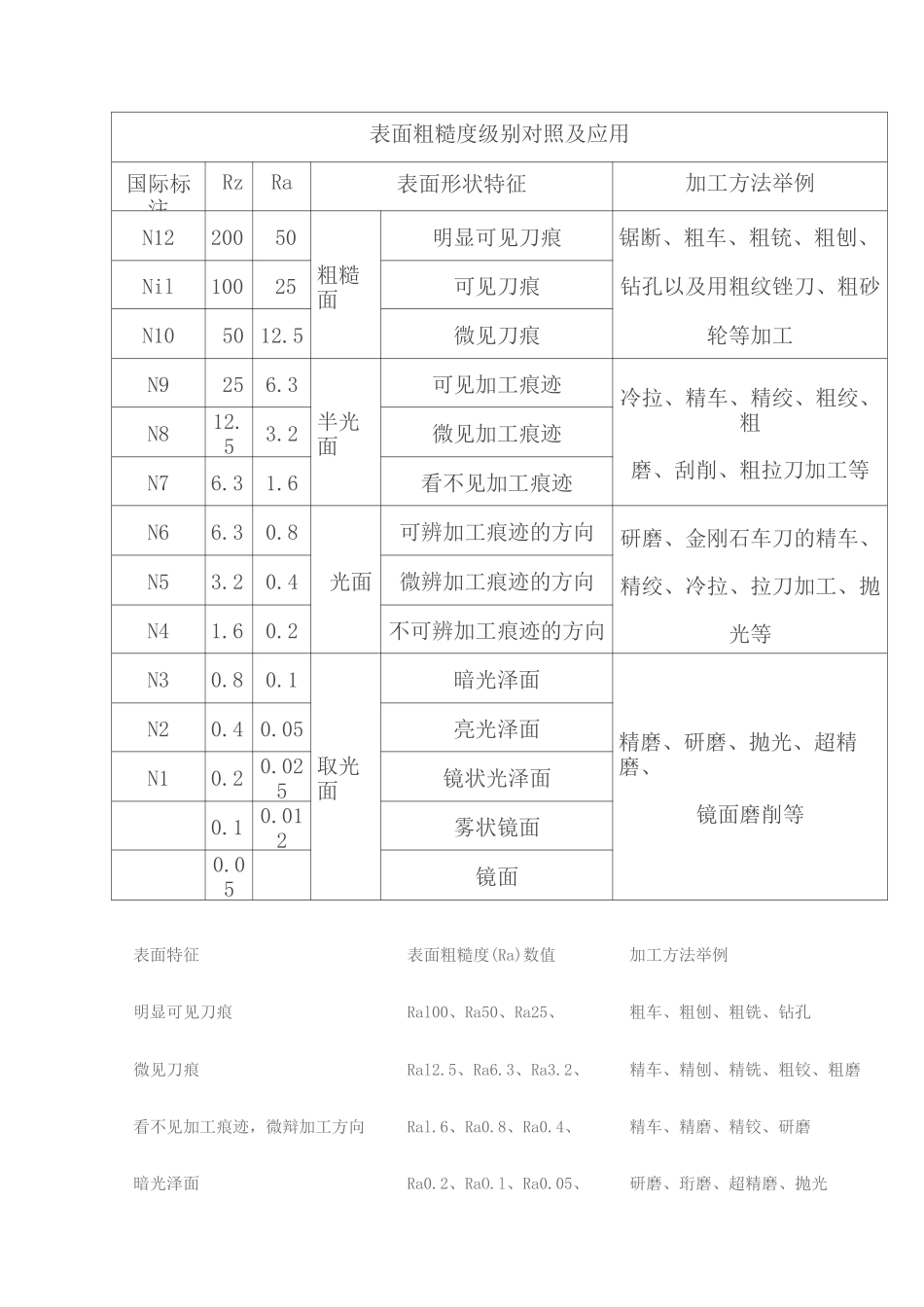
表面粗糙度级别对照及应用国际标注RzRa表面形状特征加工方法举例N1220050明显可见刀痕锯断、粗车、粗铳、粗刨、Nil10025粗糙面可见刀痕钻孔以及用粗纹锉刀、粗砂N1050 12
5微见刀痕轮等加工N9256
3可见加工痕迹冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等N812
2半光面微见加工痕迹N76
6看不见加工痕迹N66
8可辨加工痕迹的方向研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等N53
4光面微辨加工痕迹的方向N41
2不可辨加工痕迹的方向N30
1暗光泽面N20
05亮光泽面精磨、研磨、抛光、超精磨、镜面磨削等N10
025取光面镜状光泽面0
012雾状镜面0
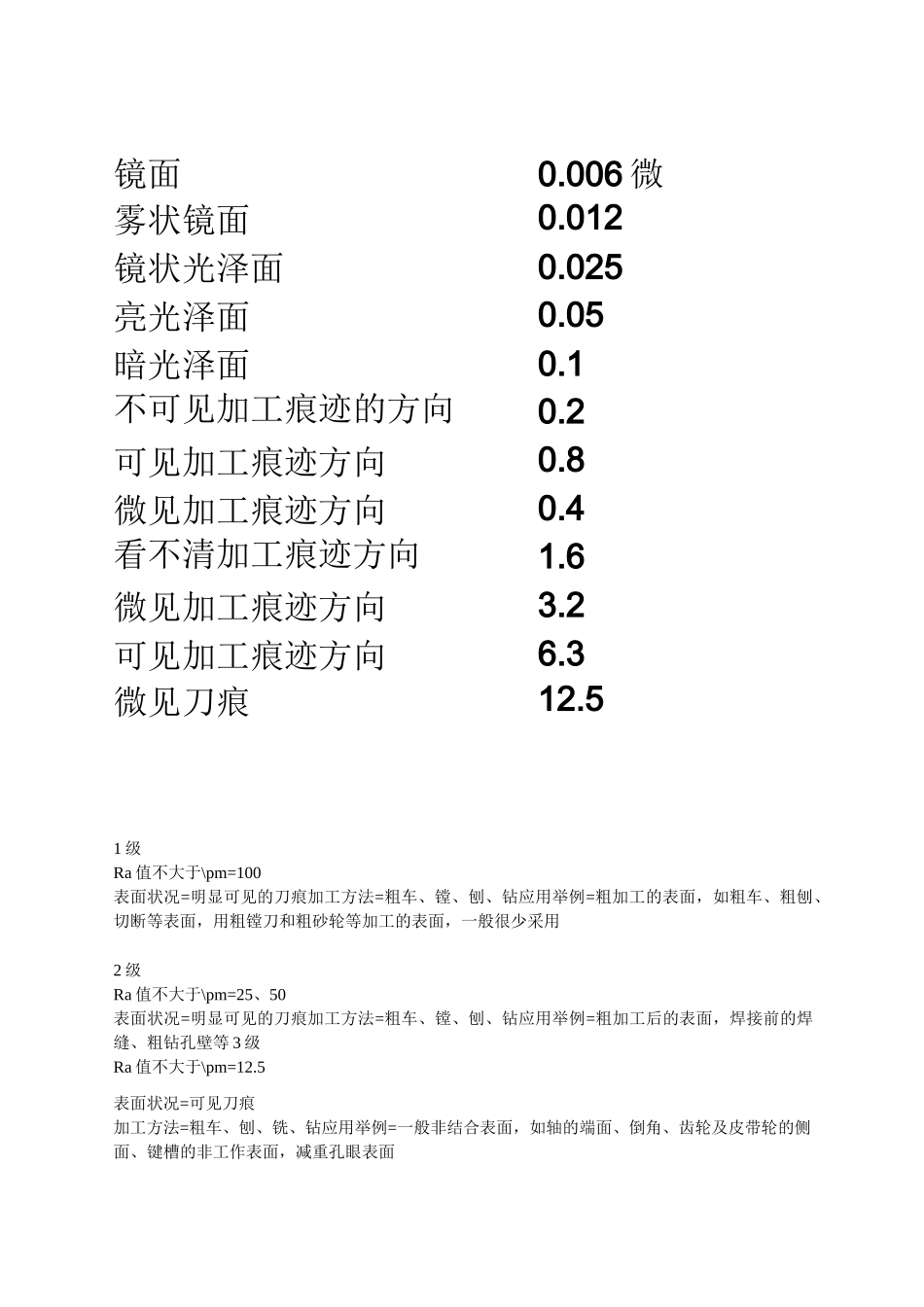
05镜面表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ral00、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ral2
2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ral
4、精车、精磨、精铰、研磨暗光泽面Ra0
05、研磨、珩磨、超精磨、抛光镜面0
006 微米雾状镜面0
012镜状光泽面0
025亮光泽面0
05暗光泽面0
1不可见加工痕迹的方向0
2可见加工痕迹方向0
8微见加工痕迹方向0
4看不清加工痕迹方向1
6微见加工痕迹方向3
2可见加工痕迹方向6
3微见刀痕12
51 级Ra 值不大于\pm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2 级Ra 值不大于\pm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等 3 级Ra 值不大于\pm=12