砂轮的硬度是指砂轮工作时磨粒脱落的难易程度
刀具后角是在正交平面中测量的主后刀面与基面的夹角
大批量生产时尽量采用调整装配法
车床上镗孔时,刀尖高于工件回转中心,则刀具工作前角变大
双联、三联齿轮应主要采用插齿加工方式加工
粗加工时一个工序尺寸方向上的粗基准只能使用一次
采用不完全定位的定位方式,不能保证加工质量
工序分散就是将工件的加工集中在少数几道工序内完成,每道工序的加工内容较多
工艺系统刚度越高,复映到工件的误差越小
工艺卡片多用于大批大量生产及重要零件的成批生产
()二、 11
在切削平面内测量的刀具基本角度是
切削用量三要素是切削速度、进给量和
刀具标注角度参考系不考虑的影响,并假定主切削刃选定点位于工件中心高度上,刀杆中心线垂直于进给方向
齿轮的成形原理可分为成形法和两大类
磨削加工时,增大砂轮转速,可使加工表面粗糙度数值
只起增加刚度的作用,不起定位作用的支承称为
在车床上加工螺纹时,联系主轴和刀架之间的传动链是一条联系传动链
设计通用机床时,为使任意相邻两转速间最大相对转速损失相等,机床的转速应按分级
使工件在加工前相对于刀具占有正确的位置,称为
机械产品的精度是指装配后实际达到的精度21
内联系传动链
机床动态精度
试绘制一把外圆车刀,作出其主视图、主切削刃上的正交平面、法平面和背平面的剖面投影图, 并标注出各个角度 (设各前、 后角均为正值)
已知,45r5,15'sr
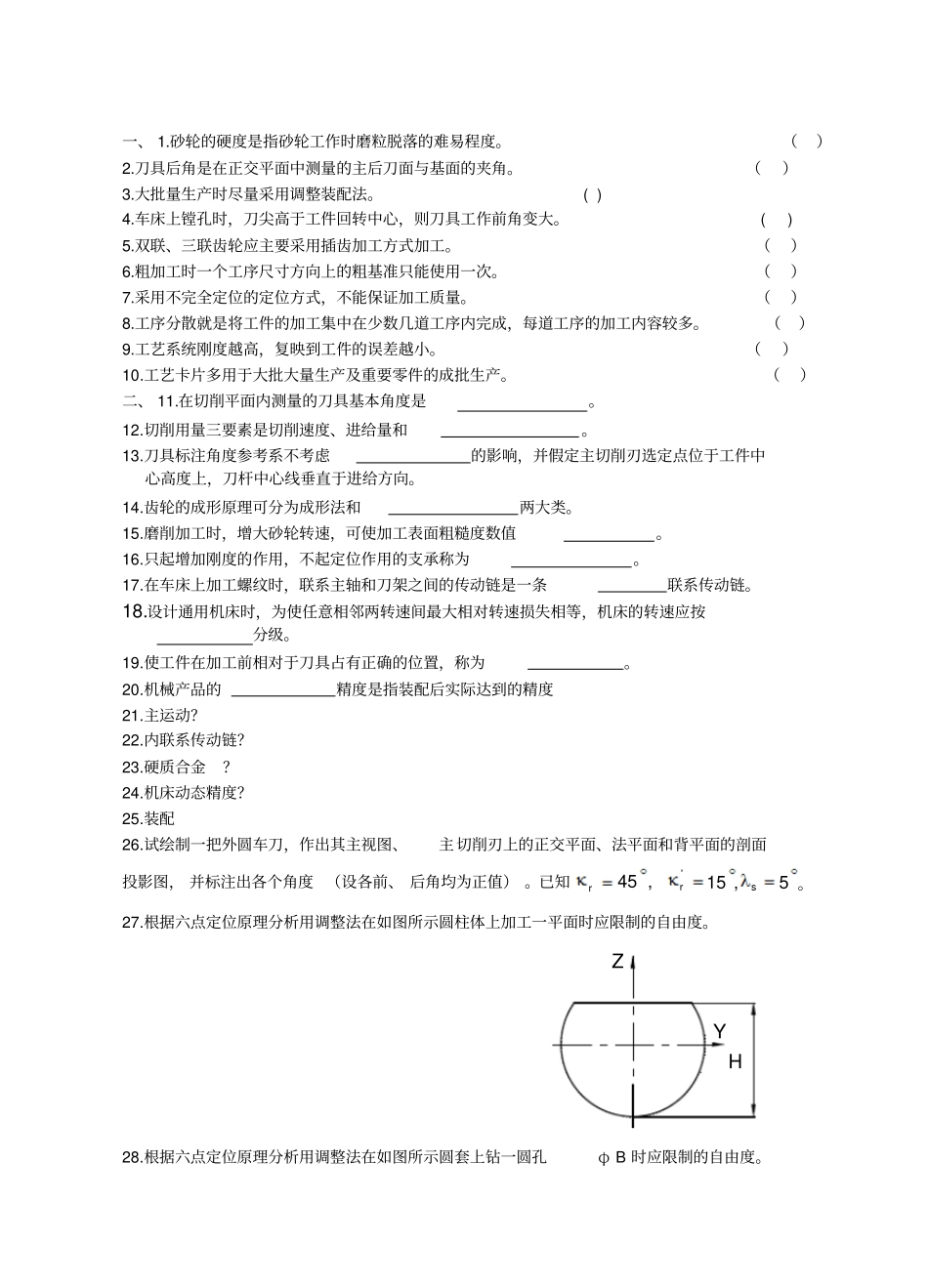
根据六点定位原理分析用调整法在如图所示圆柱体上加工一平面时应限制的自由度
Y ZH28
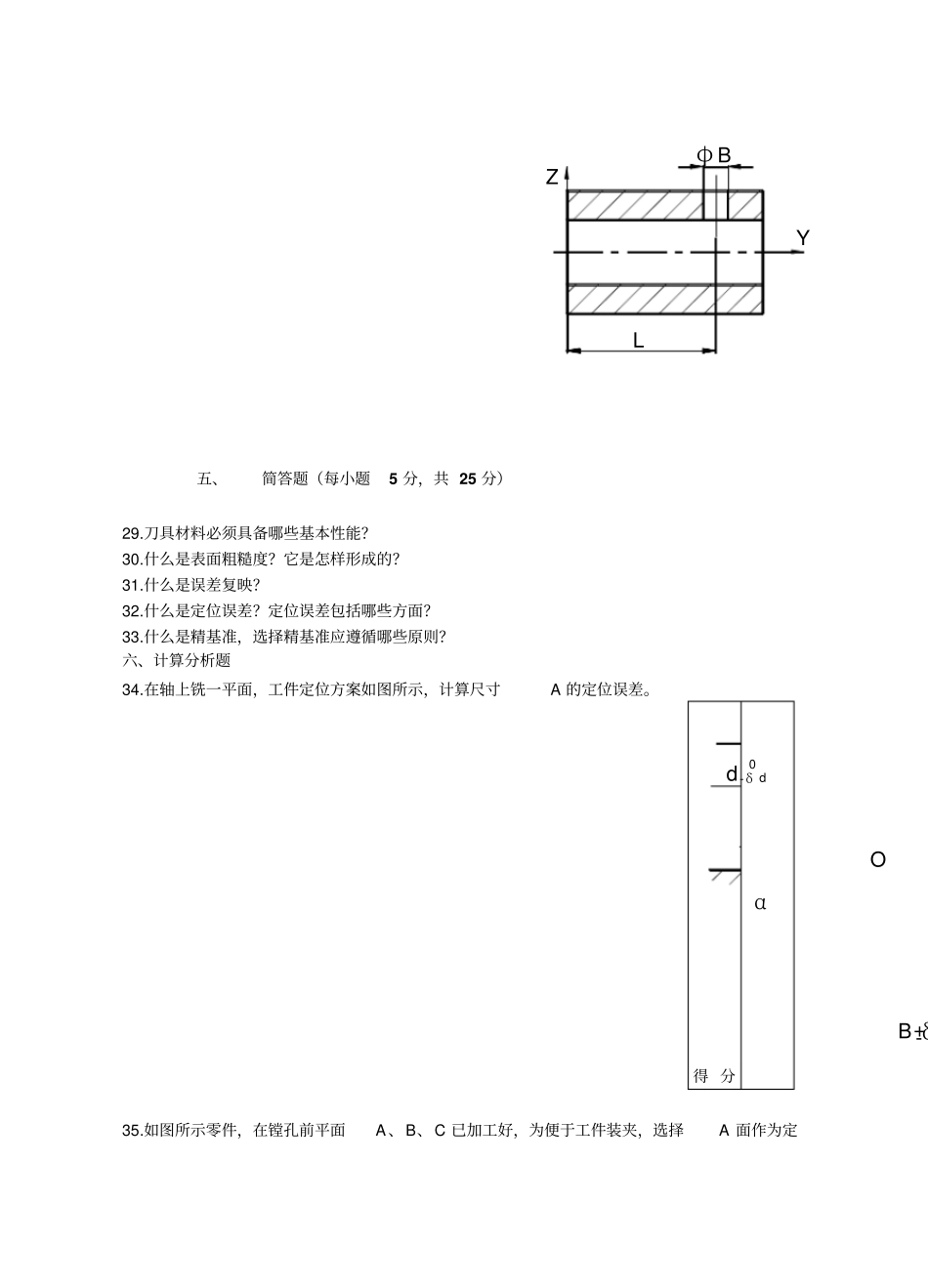
根据六点定位原理分析用调整法在如图所示圆套上钻一圆孔φ B 时应限制的自由度