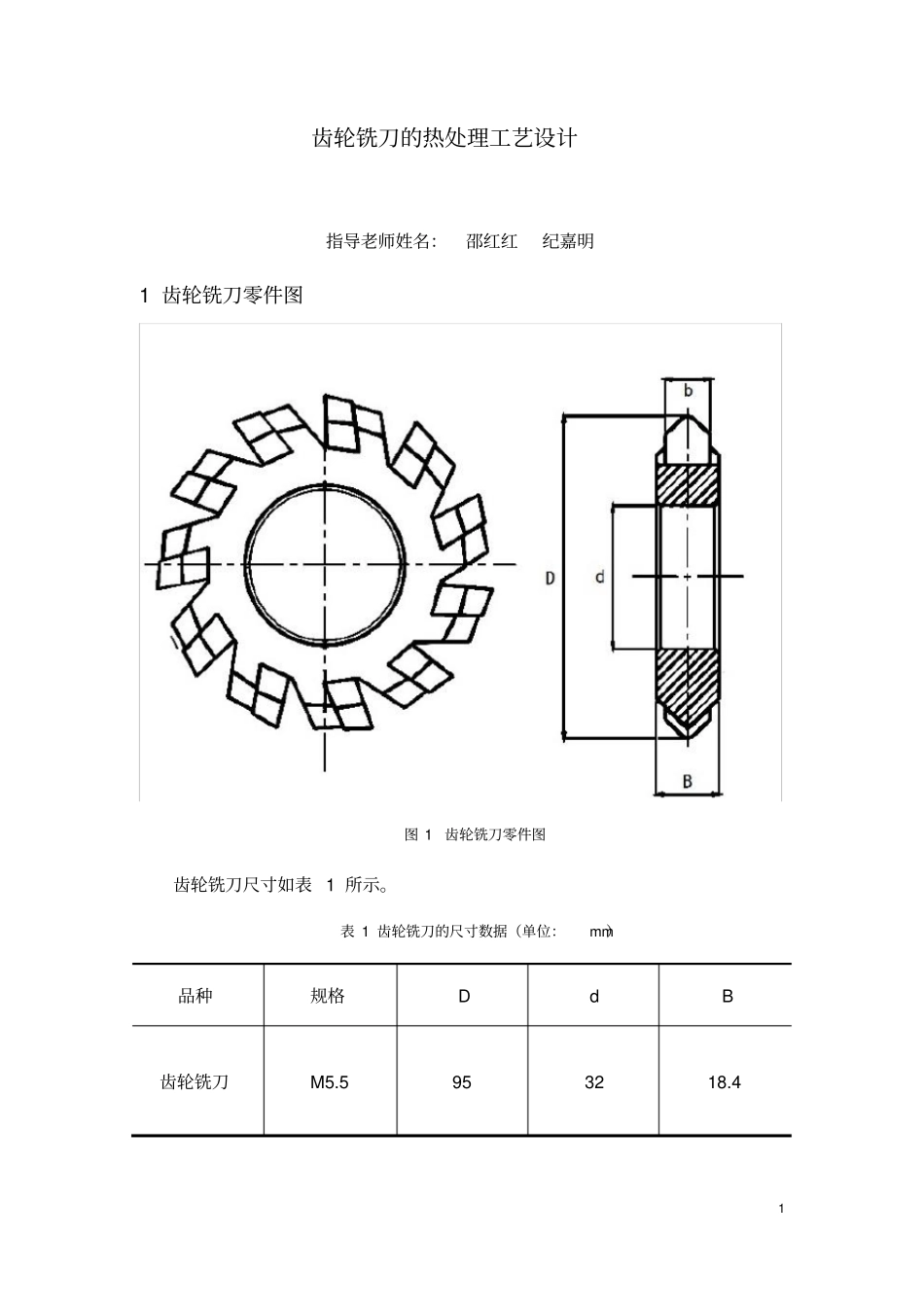
金属材料学课程设计( 常规热处理 ) 齿轮铣刀的热处理工艺设计学院:学生学号:专业班级:学生姓名:指导教师姓名:邵红红 纪嘉明2013年 7 月1 齿轮铣刀的热处理工艺设计指导老师姓名:邵红红纪嘉明1 齿轮铣刀零件图图 1 齿轮铣刀零件图齿轮铣刀尺寸如表 1 所示
表 1 齿轮铣刀的尺寸数据(单位:mm)品种规格D d B 齿轮铣刀M5
5 95 32 18
4 2 2 服役条件及提出的性能要求和技术指标2
1 服役条件刀具在切削的主要材料是金属材料,在机床上的切削速度较大,会产生较大的切削热量,刀尖上的温度较高
刀具在切削时,刀尖与工件之间,刀尖与切除的切削之间会产生强烈的摩擦,因此要求刀具必须有高的硬度
一般来说, 刀具的硬度越高, 耐磨性也越好
刀尖要承受挤压应力和弯曲应力,还要承受不同程度的冲击力, 因此刀具必须具备较高的抗弯强度和挤压强度,还应有较高的冲击韧性
同时伴随摩擦还会产生高温,因此刀具必须具备高温硬度和热硬性,特别是高速切削和加工难切削材料时热硬性尤为重要
2 性能要求(1)高硬度和耐磨性在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命
(2)好的耐热性刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性
(3)高的强度和好的韧性在切削过程中,刀具要承受很大的冲击力, 所以刀具材料要具有较高的强度,否则易断裂和损坏
由于铣刀会受到冲击和振动,因此,铣刀材料还应具备好的韧性,才不易崩刃,碎裂
3 技术指标(1)硬度: 63~66 HRC,600℃时≥ 50 HRC;(2)抗弯强度: 3
0 Gpa ;(3)冲击韧性: 0