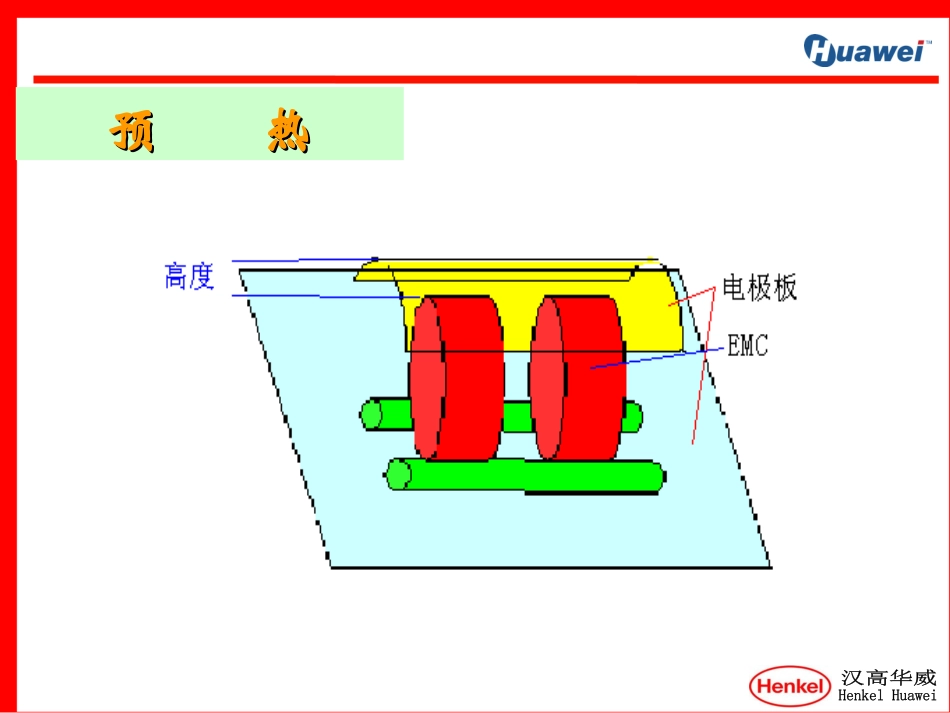
IntroductionofIntroductionofEpoxyMoldingCompoundsEpoxyMoldingCompoundsEMCEMC成型工艺对封成型工艺对封装质的影响装质的影响主要影响因素主要影响因素※※预热(时间、温预热(时间、温度)度)※※模具温度模具温度※※合模压力合模压力※※注塑压力注塑压力※※注塑速度注塑速度※※保压时间保压时间※※固化时间固化时间※※开模的速度及行程开模的速度及行程※※饼块的重量及密度饼块的重量及密度※※后固化的温度及时后固化的温度及时间间预热预热EMC的预热温度★推荐温度90~95℃EMC的预热时间★推荐时间25~30S预热均匀预热后与注塑使用时间间隔★推荐时间间隔<10S电极板及辊筒清洁预热过程要求预热过程要求电极板间的距离——影响预热的时间电极板(主要是上极板)的水平度——影响EMC受热均匀度EMC饼块间的距离——影响EMC受热均匀度电流的大小——影响预热时间预热的时间——影响EMC的流动特性电极板及辊筒的清洁——影响预热操作易产生电火花影响预热的因素影响预热的因素预热温度过高或过低※充填不良※气孔※固化不完全※粘模※溢料※冲丝预热不良产生的影响预热不良产生的影响预热时间过长※充填不良※气孔※冲丝预热时间过短※预热不均匀※固化不完全※粘模※溢料※冲丝预热不均匀※充填不良※气孔※固化不完全※粘模※溢料※冲丝预热后与注塑开始的时间间隔过长※EMC的温度降低※EMC的流动特性下降※充填不良※气孔※冲丝电极板和辊筒不清洁※电极板或辊筒表面有杂质容易产生电火花并有可能将杂质粘附在EMC表面造成缺位、冲丝等现象模具的温度模具的温度模具的表面温度是封装过程中的一个关键因素,EMC是一种热固性材料,其特性受温度的影响很大,只有当模具的温度保持足够高时才能保证EMC的正常流动及快速固化
一般的模具都使用电加热,在模具的两端插入电加热棒,并