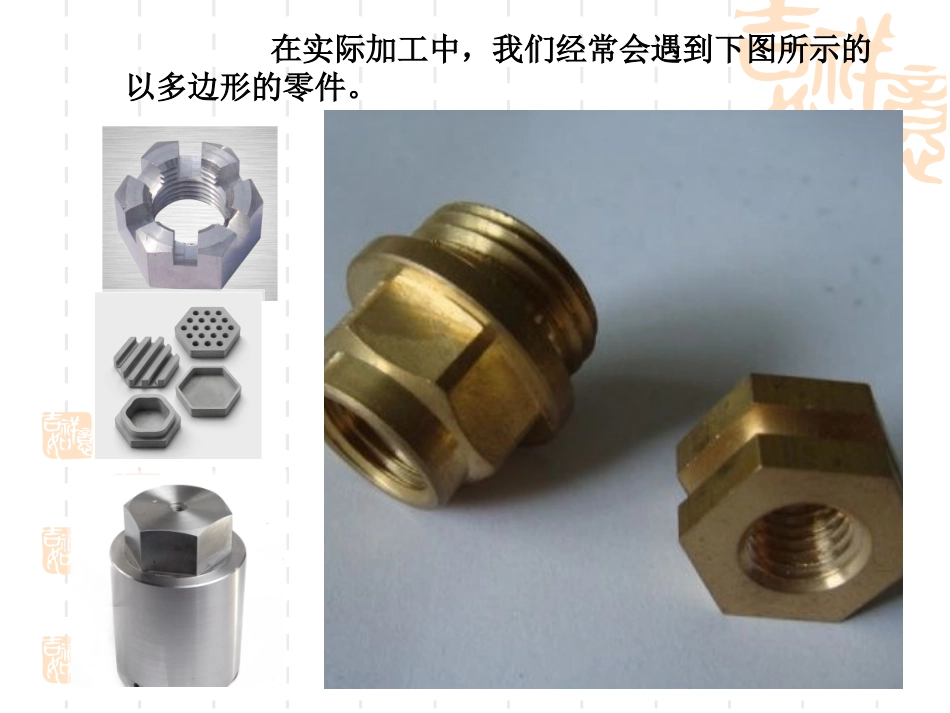
FANUC系统极坐标编程与加工阮洪涛教学目标及重难点在实际加工中,我们经常会遇到下图所示的以多边形的零件
圆周分布的孔、槽类零件授课内容:一
直角坐标与极坐标二
极坐标指令编程格式三
极坐标编程实例四
思考与练习五
总结直角坐标与极坐标1
直角坐标系在平面内画两条互相垂直,并且有公共原点的数轴
其中横轴为X轴,纵轴为Y轴
这样我们就说在平面上建立了平面直角坐标系,简称直角坐标系
极坐标系在平面内取一个定点O,叫极点,引一条射线Ox,叫做极轴,再选定一个长度单位和角度的正方向(通常取逆时针方向)
对于平面内任何一点P,用r表示线段OP的长度,θ表示从Ox到OP的角度,r叫做点P的极径,θ叫做点P的极角,有序数对(r,θ)就叫点P的极坐标,这样建立的坐标系叫做极坐标系
极坐标系到直角坐标系的转化极坐标系中的两个坐标r和θ可以由下面的公式转换为直角坐标系下的坐标值cosθ=x/r→x=r·cosθsinθ=y/r→y=r·sinθ;极坐标指令编程格式1
指令编程格式指令编程格式G16极坐标系生效G15极坐标系取消例如:G16;G01X36
;G02/G03X___Y___R___;G15;(1)极坐标半径:当使用G17平面时,用所选的平面的第一轴地址X来指定,该值用正值表示
(2)极坐标角度:用G17平面的第二坐标地址Y来指定极坐标角度,极坐标的零度方向为第一坐标轴的正向,逆时针为正
极坐标编程实例极坐标编程加工正六边形,铣削深度8mmO0001;(∮16立铣刀)G90G54GO0G40G15;S800M03;Z150
;G01Z5
;G01Z-8
F150;G16;G41G01X45
Y300D01;点AG90X45
Y240;点B(G91Y-60;)Y180;点C(Y-60;)Y120;点D(Y-60;)Y60;点E(Y-60