圆柱齿轮减速器技术要求 ①机体和机盖 a
采用铸铁件,其机械性能不低于GB5675-85《灰铸铁分级》中的HT200
允许采用焊接件
机体、机盖合箱后,机盖凸缘比机体凸缘宽0~4mm
应进行时效(或退火)处理
分合面表面粗糙度Rα 不大于3
2μ m,与底平面平行度不低于GB1184-80《形状和位置公差未注公差的规定》中的8级
机体、机盖自由结合时分合面应密合,用0
05mm的塞尺寸检查塞入深度不得超过分合面宽的1/3
轴承孔尺寸公差带为H7,表面粗糙度Rα 不大于3
轴承孔的圆柱度不低于GB1184中的7级
端面与轴承孔的垂直度不低于GB1184中的8级
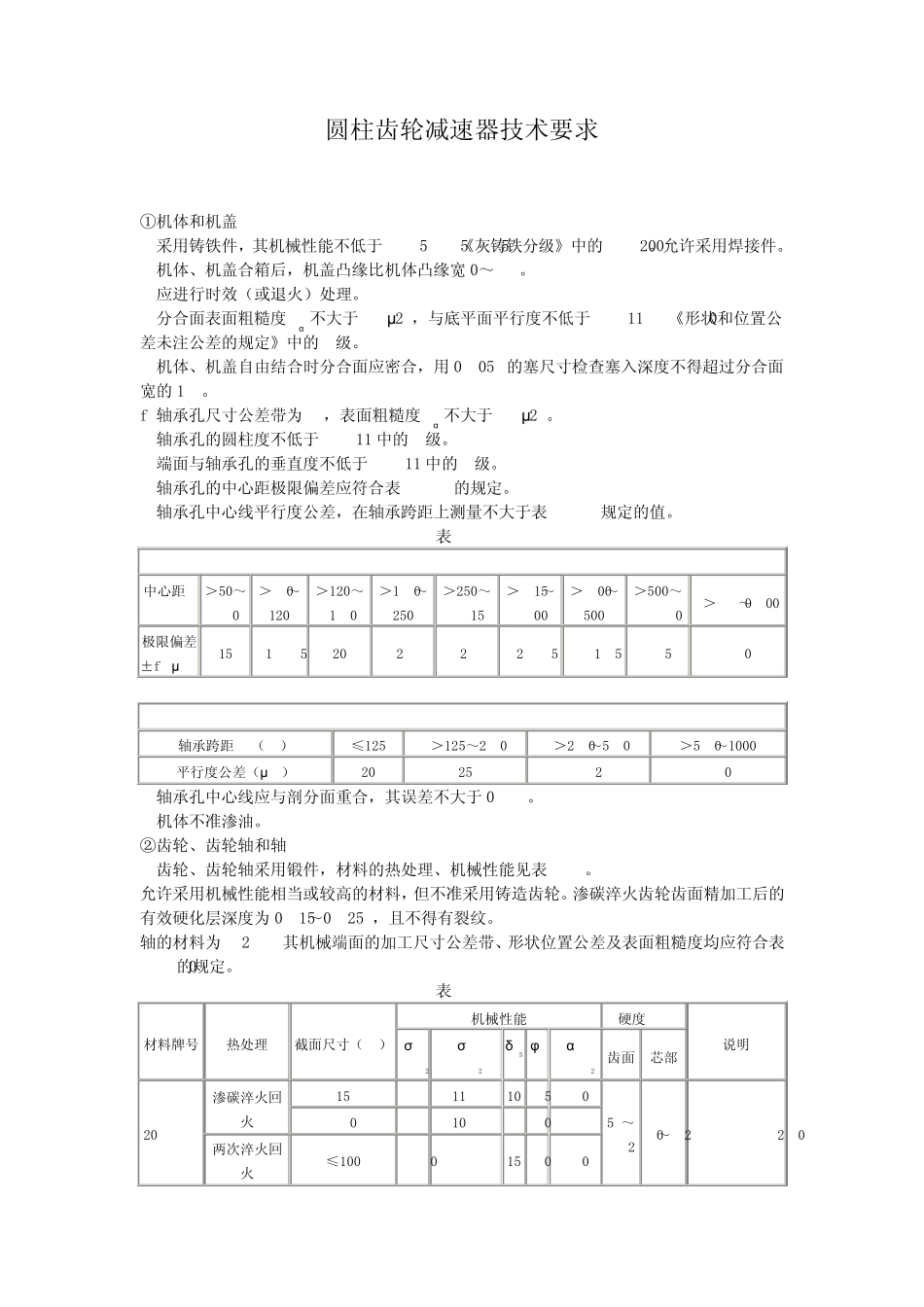
轴承孔的中心距极限偏差应符合表8-68a)的规定
轴承孔中心线平行度公差,在轴承跨距上测量不大于表8-68b)规定的值
表8-68 a 中心距a (mm) >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 >500~630 >630~800 极限偏差 ±fa(μ m) 15 17
5 20 23 26 28
5 35 40 b 轴承跨距LG(mm) ≤125 >125~280 >280~560 >560~1000 平行度公差(μ m) 20 25 32 40 k
轴承孔中心线应与剖分面重合,其误差不大于0
机体不准渗油
②齿轮、齿轮轴和轴 a
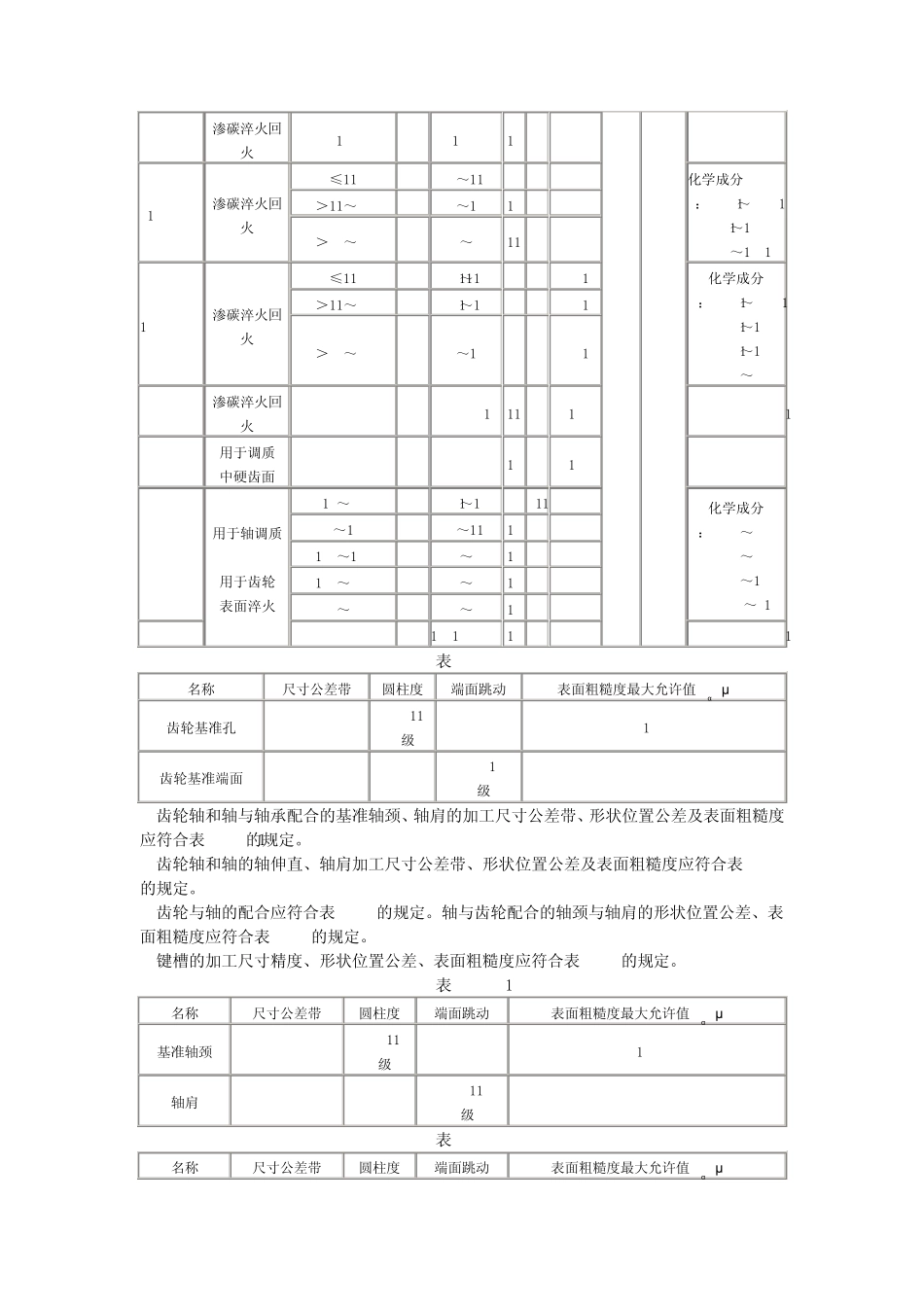
齿轮、齿轮轴采用锻件,材料的热处理、机械性能见表8-69
允许采用机械性能相当或较高的材料,但不准采用铸造齿轮
渗碳淬火齿轮齿面精加工后的有效硬化层深度为0
25mm,且不得有裂纹
轴的材料为42CrMo,其机械端面的加工尺寸公差带、形状位置公差及表面粗糙度均应符合表8-70的规定
表8-69 材料牌号