数控火焰切割工艺 2007-12-19 10:24 气割精度是指被切割完的工作几何尺寸与其图纸尺寸对比的误差关系,切割质量是指工件切割断面的表面粗糙度、切口上边缘的熔化塌边程度、切口下边缘是否有挂渣和割缝宽度的均匀性等
1 影响钢板火焰切割质量的三个基本要素(气体、切割速度、割嘴高度) 1.气体 (1)氧气 氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的
切割钢材所用氧气必须要有较高的纯度,一般要求在 99
5%以上,一些先进国家的工业标准要求氧气纯度在 99
氧气纯度每降低 0
5%,钢板的切割速度就要降低 10%左右
如果氧气纯度降低 0
8%-1%,不仅切割速度下降 15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加
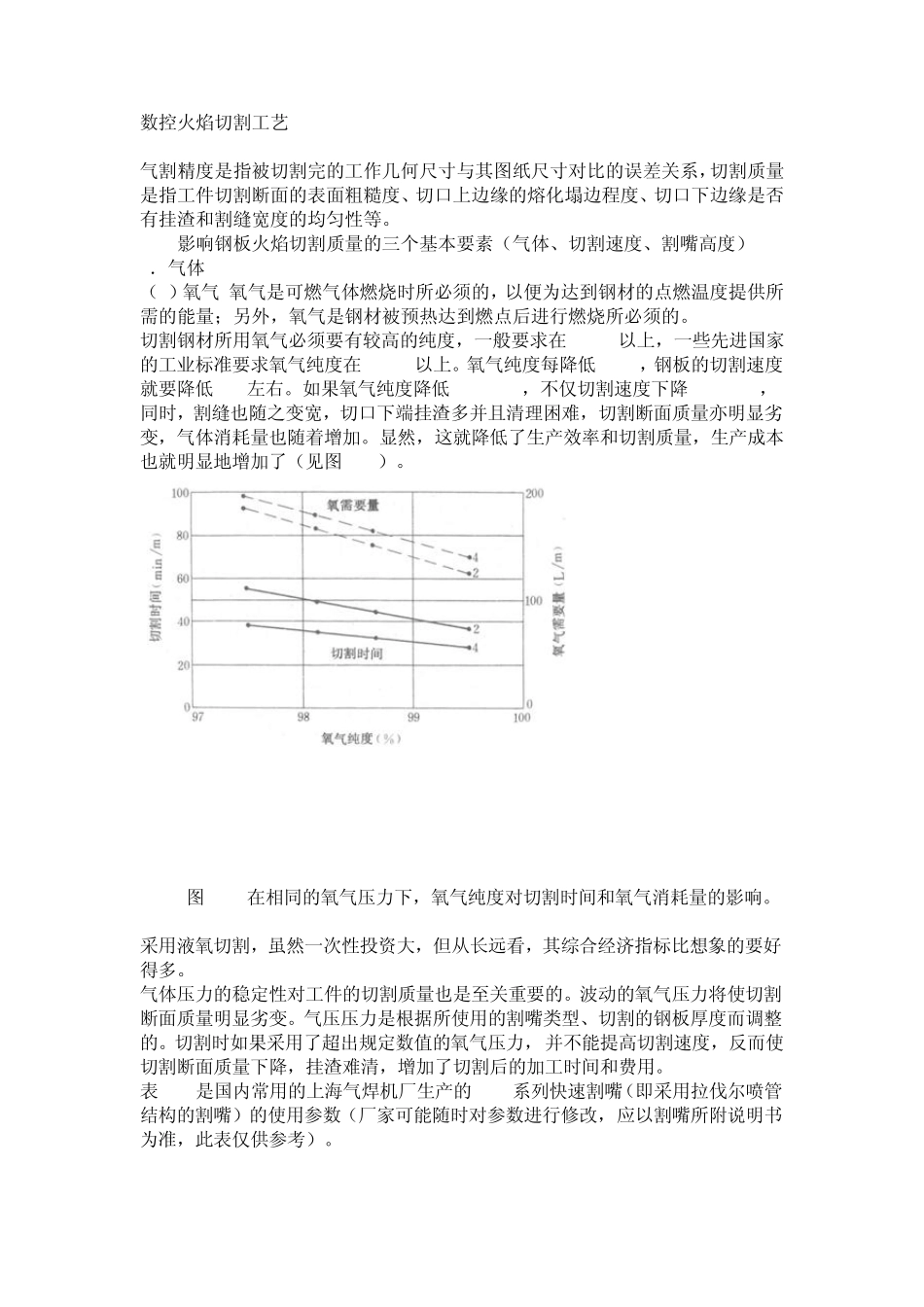
显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了(见图9-1)
图9-1 在相同的氧气压力下,氧气纯度对切割时间和氧气消耗量的影响
采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多
气体压力的稳定性对工件的切割质量也是至关重要的
波动的氧气压力将使切割断面质量明显劣变
气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的
切割时如果采用了超出规定数值的氧气压力,并不能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用
表9-1是国内常用的上海气焊机厂生产的GK1系列快速割嘴(即采用拉伐尔喷管结构的割嘴)的使用参数(厂家可能随时对参数进行修改,应以割嘴所附说明书为准,此表仅供参考)
表9-1 GK1割嘴性能参数表 (2)可燃性气体 火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙