第 1 页 共 7 页货架技术要求一、技术标准所用产品的质量和设计必须通过ISO2000质量体系认证,制造及安装符合有关要求及国内相关标准,如: JB/T5323-91 立体仓库焊接式钢结构货架技术条件二、原材料要求货架所用的所有板材全部采用宝钢所产全新冷轧钢板
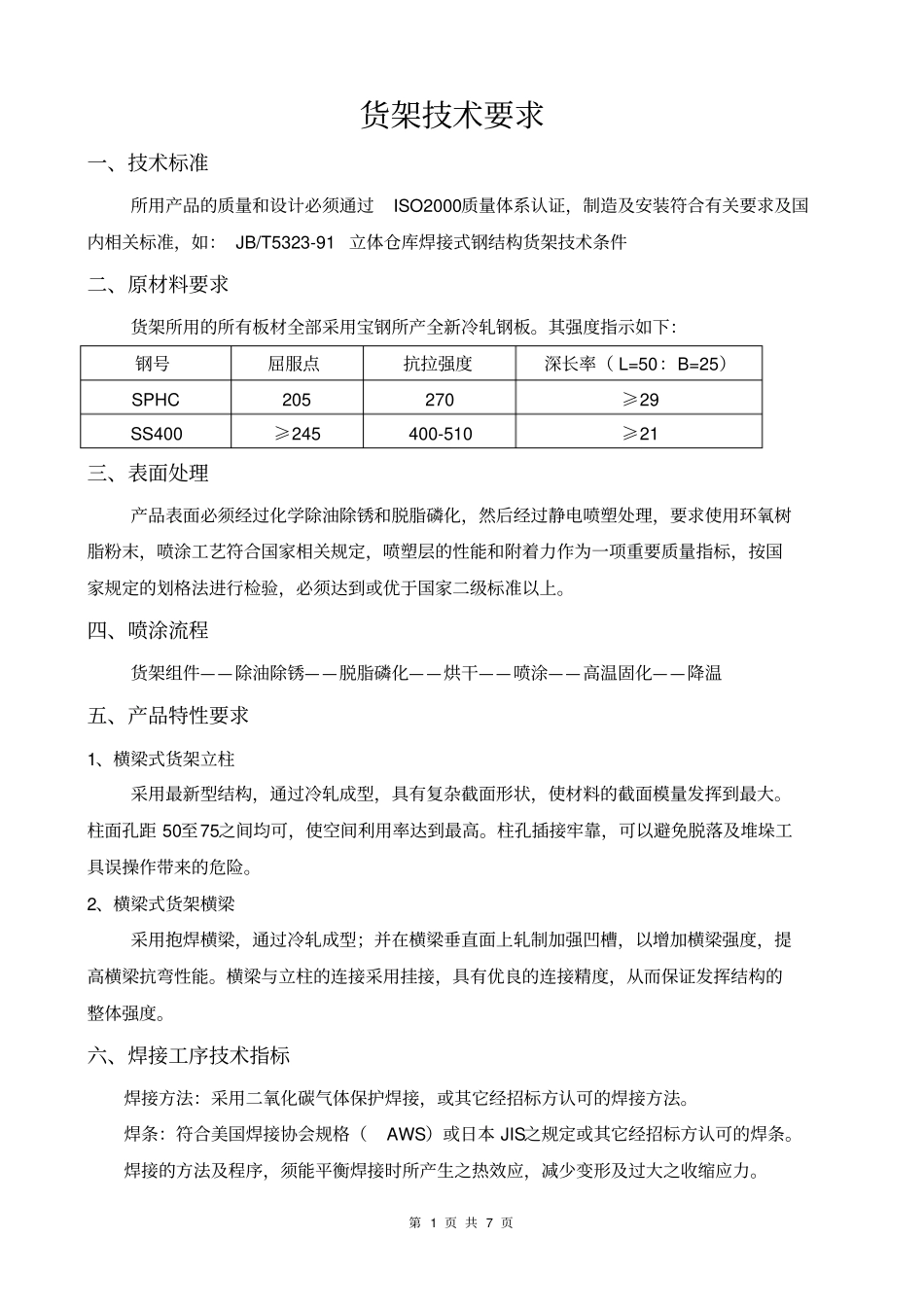
其强度指示如下:钢号屈服点抗拉强度深长率( L=50:B=25)SPHC 205 270 ≥29 SS400 ≥245 400-510 ≥21 三、表面处理产品表面必须经过化学除油除锈和脱脂磷化,然后经过静电喷塑处理,要求使用环氧树脂粉末,喷涂工艺符合国家相关规定,喷塑层的性能和附着力作为一项重要质量指标,按国家规定的划格法进行检验,必须达到或优于国家二级标准以上
四、喷涂流程货架组件——除油除锈——脱脂磷化——烘干——喷涂——高温固化——降温五、产品特性要求1、横梁式货架立柱采用最新型结构,通过冷轧成型,具有复杂截面形状,使材料的截面模量发挥到最大
柱面孔距 50至75之间均可,使空间利用率达到最高
柱孔插接牢靠,可以避免脱落及堆垛工具误操作带来的危险
2、横梁式货架横梁采用抱焊横梁,通过冷轧成型;并在横梁垂直面上轧制加强凹槽,以增加横梁强度,提高横梁抗弯性能
横梁与立柱的连接采用挂接,具有优良的连接精度,从而保证发挥结构的整体强度
六、焊接工序技术指标焊接方法:采用二氧化碳气体保护焊接,或其它经招标方认可的焊接方法
焊条:符合美国焊接协会规格(AWS)或日本 JIS之规定或其它经招标方认可的焊条
焊接的方法及程序,须能平衡焊接时所产生之热效应,减少变形及过大之收缩应力
第 2 页 共 7 页焊接部份之露出表面,应平整而有规律,并符合设计要求
焊线之种类及尺寸、电压及电流须符合构材厚度、接合形式、焊接位置及施工上之其它条件,使其焊材完全熔透而不发生缺陷
焊接未达标准等缺失部分,需磨除后重新焊接
因焊接发生变形之钢