- 1 - 文件编号:ZS-7
5-04-20 版 号:B/0 生效日期:2004-06-24 复合木铝门窗下料工艺规范 拟制: 审核: 批准: - 2 - 名 称 页 码 1
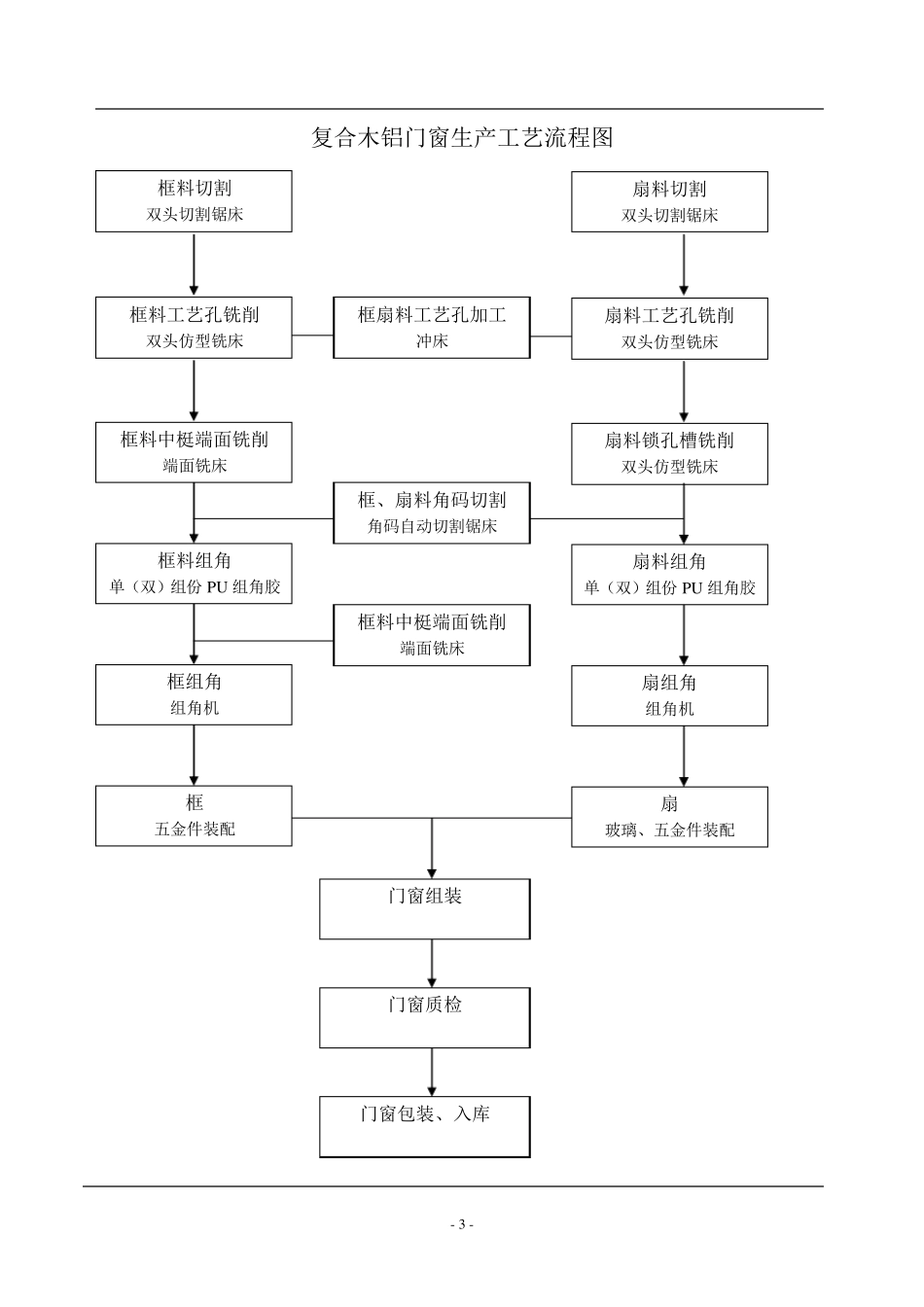
复合木铝门窗生产工艺流程图―――――――――――――――――3 2
双切锯下料工艺规范――――――――――――――――――――4 3
单切锯下料工艺规范――――――――――――――――――――5 4
角码切割锯下料工艺规范――――――――――――――――――6 5
铣中梃端头工艺规范――――――――――――――――――――7 6
开排水槽工艺规范―――――――――――――――――――――8 7
开气压平衡孔工艺规范―――――――――――――――――――1 0 8
执手孔加工工艺规范――――――――――――――――――――1 1 9
穿毛条工艺规范――――――――――――――――――――――1 2 1 0
开膨胀螺栓孔工艺规范――――――――――――――――――-1 3 - 3 - 复合木铝门窗生产工艺流程图 框料切割 双头切割锯床 扇料切割 双头切割锯床 框料工艺孔铣削 双头仿型铣床 扇料工艺孔铣削 双头仿型铣床 框扇料工艺孔加工 冲床 框料中梃端面铣削 端面铣床 扇料锁孔槽铣削 双头仿型铣床 框料组角 单(双)组份PU 组角胶 扇料组角 单(双)组份PU 组角胶 框、扇料角码切割 角码自动切割锯床 框组角 组角机 扇组角 组角机 框 五金件装配 扇 玻璃、五金件装配 门窗组装 门窗质检 门窗包装、入库 框料中梃端面铣削 端面铣床 - 4 - 双 切 锯 下 料 工 艺 规 范 1 目的 为保证型材下料尺寸的精度,特制定本规范
2 范围 本工艺规范适用于铝门窗型材的双切锯下料工序
3 职责 铝门窗生产部负责按本规范进行铝门窗部分型材的下料作业
4 工作内容 4
1 设备名称