PVC 管材挤出生产工艺管理规定 1 目的 为了对 PVC 管材的生产工艺和过程进行有效监控,提高管材挤出生产工艺的科学性和合理性,促进 PVC 管材各机台稳定生产,特制定本规定
2 部门工艺管理组织架构和人员职能分工 2
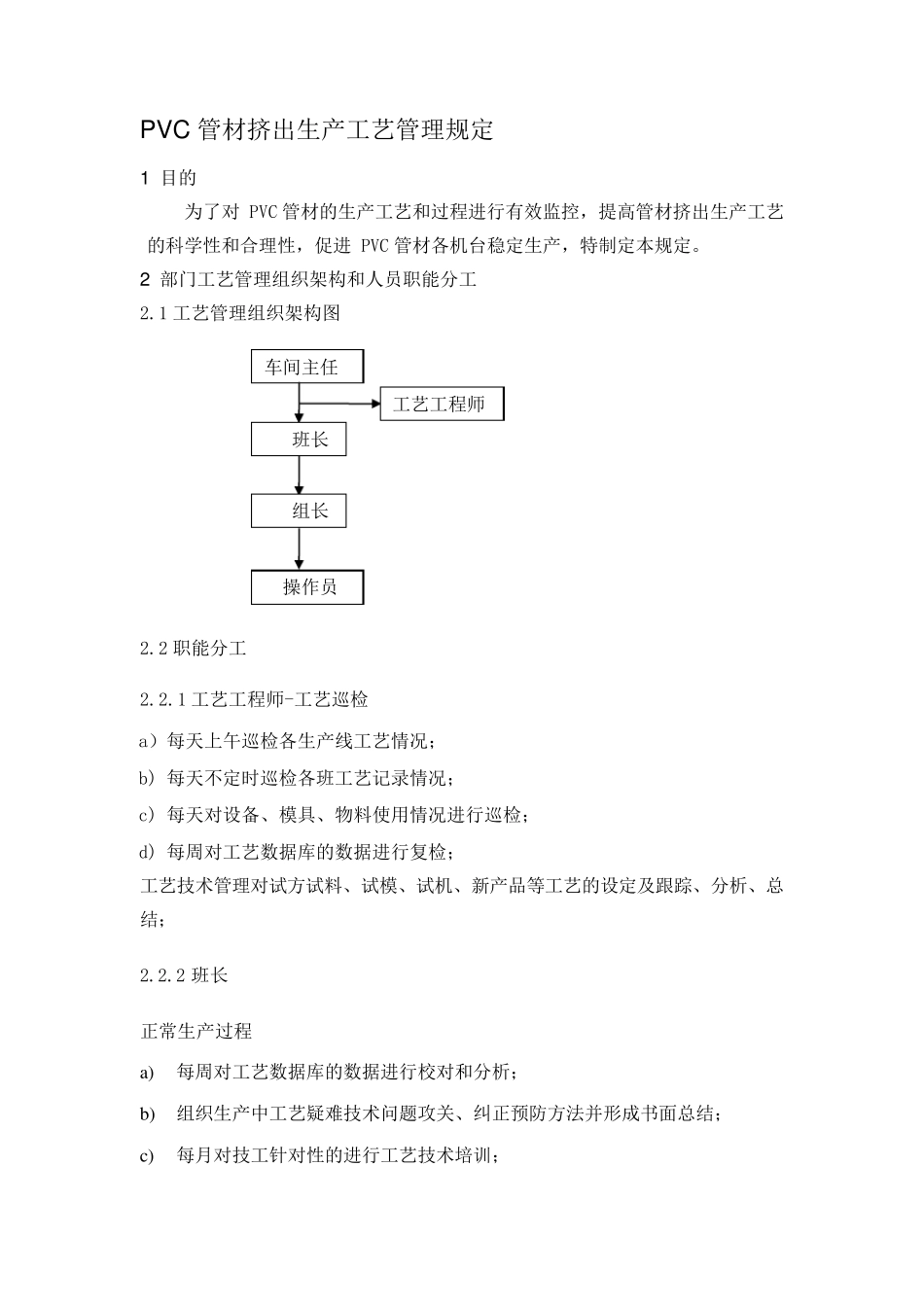
1 工艺管理组织架构图 2
2 职能分工 2
1 工艺工程师-工艺巡检 a)每天上午巡检各生产线工艺情况; b) 每天不定时巡检各班工艺记录情况; c) 每天对设备、模具、物料使用情况进行巡检; d) 每周对工艺数据库的数据进行复检; 工艺技术管理对试方试料、试模、试机、新产品等工艺的设定及跟踪、分析、总结; 2
2 班长 正常生产过程 a) 每周对工艺数据库的数据进行校对和分析; b) 组织生产中工艺疑难技术问题攻关、纠正预防方法并形成书面总结; c) 每月对技工针对性的进行工艺技术培训; 车间主任 班长 组长 操作员 工艺工程师 d ) 负责有利于生产的各类工艺记录表单的设计及修订; a) 对影响工艺的主机、辅机进行巡检; b) 对《PVC-U 管材挤出生产记录》各项自检记录填写情况进行巡检; c) 对技工反馈的工艺疑难问题,及时处理,半小时内解决不了的及时向工艺工程师反馈; d) 在班前班后会议,点评当班工艺记录情况; e) 对开机工艺进行核对及更正; f) 负责工艺记录的签字审核; 2
3 组长 a) 对试料、试机、试模、新产品的工艺监督记录,出现异常时及时反馈到总工艺员; b) 对过程中色相变化、性能不达标的机台工艺进行微调,1h 内无法改变反馈到总工艺员; c) 由于物料异常,工艺波动较大,做出快速反应,同时通知总工艺员; 2
4 操作员 a) 负责其管辖机台的工艺情况; b) 负责所管辖机台工艺的记录; c) 按开机指令书工艺要求,对开停机机台进行工艺设定; d) 监督操作工做好数据记录、收集工作; e)正常生产过程的工艺