1 冲压模具设计说明书 一、课题名称:垫片冲孔落料连续模 二、设计要求: 1.主要内容 (1)编制冲压工艺 (2)设计模具(分析、计算、装配图、非标零件图) (3)编制模具主要零件制造工艺 (4)分析估算工时,确定完成工期 (5)核算成本,报价 (6)编写全套设计制造说明书 2.基本要求: (1)分析计算全面,图纸表达准确; (2)工艺水平规程制定,力求符合实际; (3)必要的数据须进行市场调查; (4)分析核算工期、成本,着重于过程
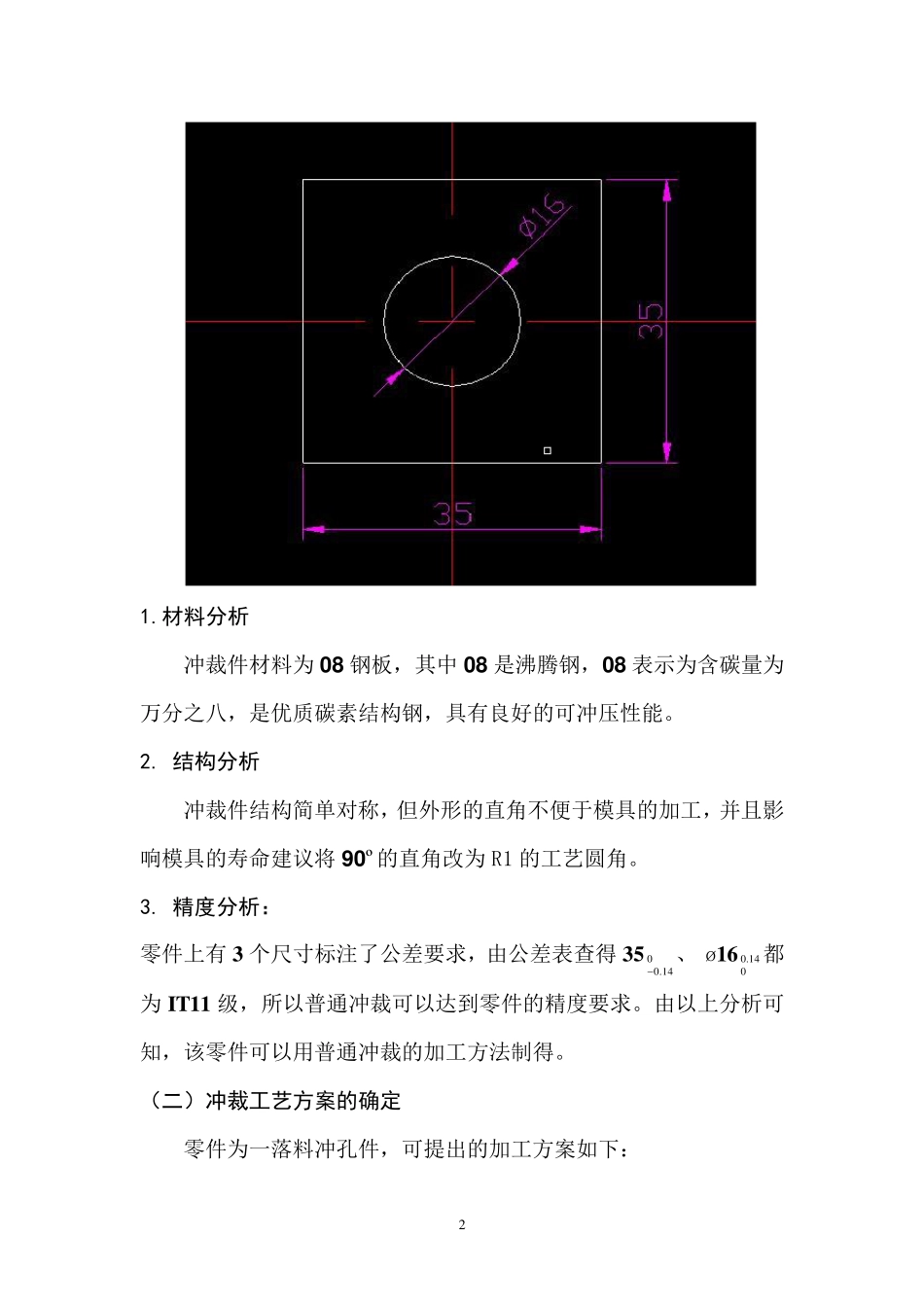
工件为图 1 所示的落料冲孔件,材料 08,t=1
精度要求为IT14 生产批量为大批量
工艺性分析内容如下: 2 1
材料分析 冲裁件材料为0 8 钢板,其中0 8 是沸腾钢,0 8 表示为含碳量为万分之八,是优质碳素结构钢,具有良好的可冲压性能
结构分析 冲裁件结构简单对称,但外形的直角不便于模具的加工,并且影响模具的寿命建议将9 0 º的直角改为R1 的工艺圆角
精度分析: 零件上有3 个尺寸标注了公差要求,由公差表查得35 01 4
0、 ø161 4
00都为IT 11 级 ,所 以 普 通 冲裁可以 达 到 零件的精 度 要求
由以 上分析 可知 ,该 零件可以 用 普 通 冲裁的加工方 法 制 得
(二)冲裁工艺方案的确定 零件为一 落 料冲孔 件,可提 出 的加工方 案 如 下 : 3 方案一:先落料,后冲孔
采用两套单工序模生产
方案二:落料—冲孔复合冲压,采用复合模生产
方案三:冲孔—落料连续冲压,采用级进模生产
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难
方案三也只需一副模具,生产效率也很高,