冷 媒 管 的 安 装 工 艺 1.冷媒铜管管径的选择 (1)、连接管管材为紫铜TP2M,满足GB/T17791-1999《空调与制冷用无缝铜管》的要求
(2)、铜管壁厚要求(单位:㎜): 配管尺寸(外径) 壁厚 配管尺寸(外径) 壁厚 Φ6 ≥0
5 Φ22 ≥1
71 Φ25 ≥1
5 Φ12 ≥1
0 Φ28 ≥1
5 Φ16 ≥1
0 Φ35 ≥1
5 Φ19 ≥1
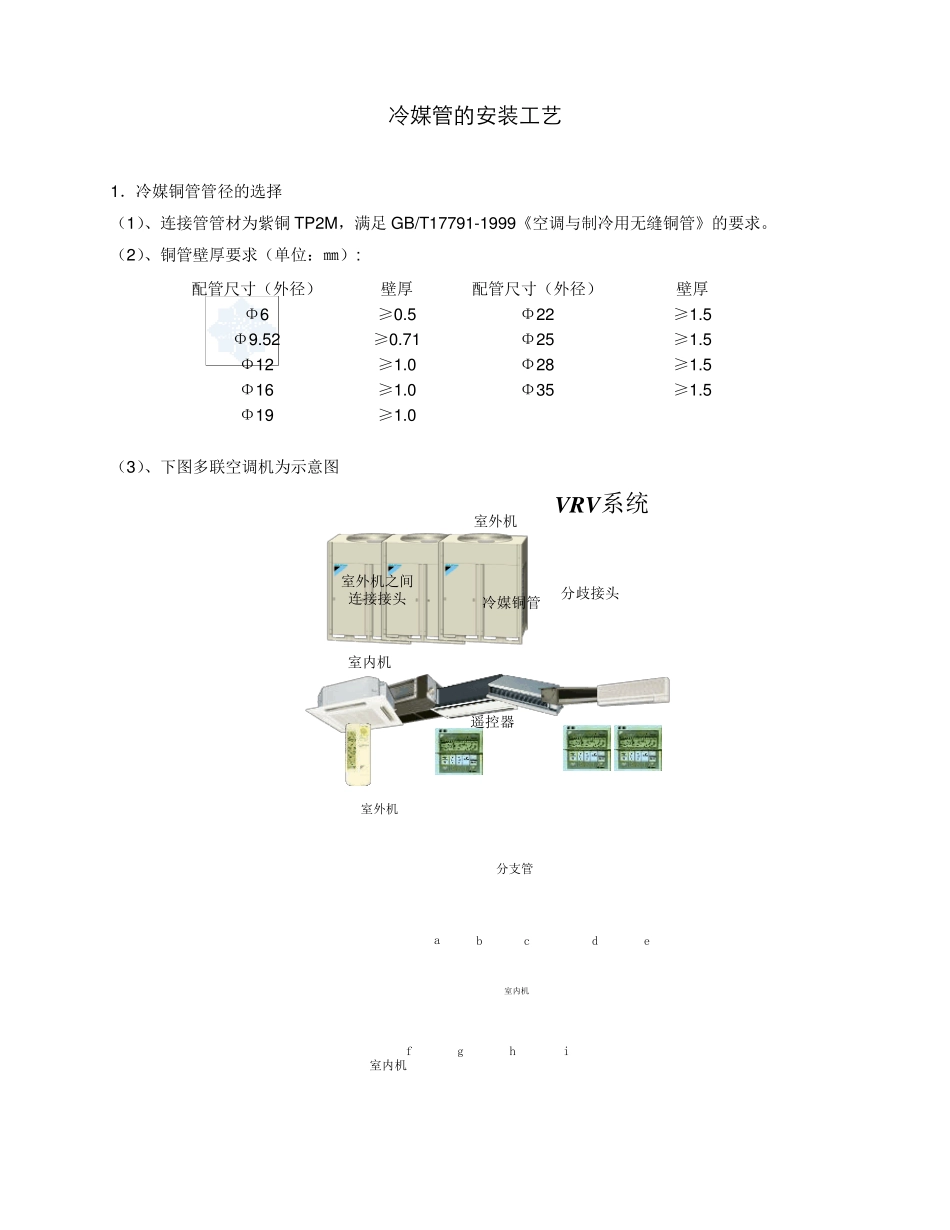
0 (3)、下图多联空调机为示意图 VRV系统分歧接头冷媒铜管遥控器室外机之间连接接头室内机室外机 f室内机ghi室外机edcba室内机分支管 2
冷媒铜管的焊接 (1)、焊接作业基本流程: (2)、焊接说明: a、操作者必须熟练掌握焊具的使用方法和操作技术,持有焊工证
b、必须经过专门的学习培训,并取得有关部门颁发的“资格证”方可从事手工焊接作业
(3)、焊接步骤: ①装配铜管 ②充氮保护 a、铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护
b、在铜管装配后,对铜管接头内部充氮
c、对铜管充氮的方法 充氮方法: 气压0
3Mpa, 保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)
装配后开始充氮至焊后冷却继续充氮10秒以上
d、充氮的要点(见下图) (a)充氮时快速接头和充气枪应合上压紧开关,使氮气全部充入管内
(b)充氮要保证氮气达到各焊接接头处,有效地排出空气
(c)连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料困难,并易 产 生 气 孔
充 氮 管铜 管铜 管焊 接 需 保 护 处氮 气 (N2)出 气 口 ③ 焊 接 加 热 注 意 : a、 钎 焊 为 火 焰 硬 钎 焊 , 必 须 遵 守 有 关 安 全 操 作 规 定
b、 加 热 前 确 认 铜 管 内