减 速 机 检 修质量标准 1
机体 (1) 机盖与机体的剖分面应平整光滑,保证装配严密,可用塞尺检查剖分面的接触密合性,即用小于0
05mm 的塞尺插入深度不得大于剖分面的1/3
(2) 上盖与机体不得有裂纹,装入煤油检查不得有渗漏
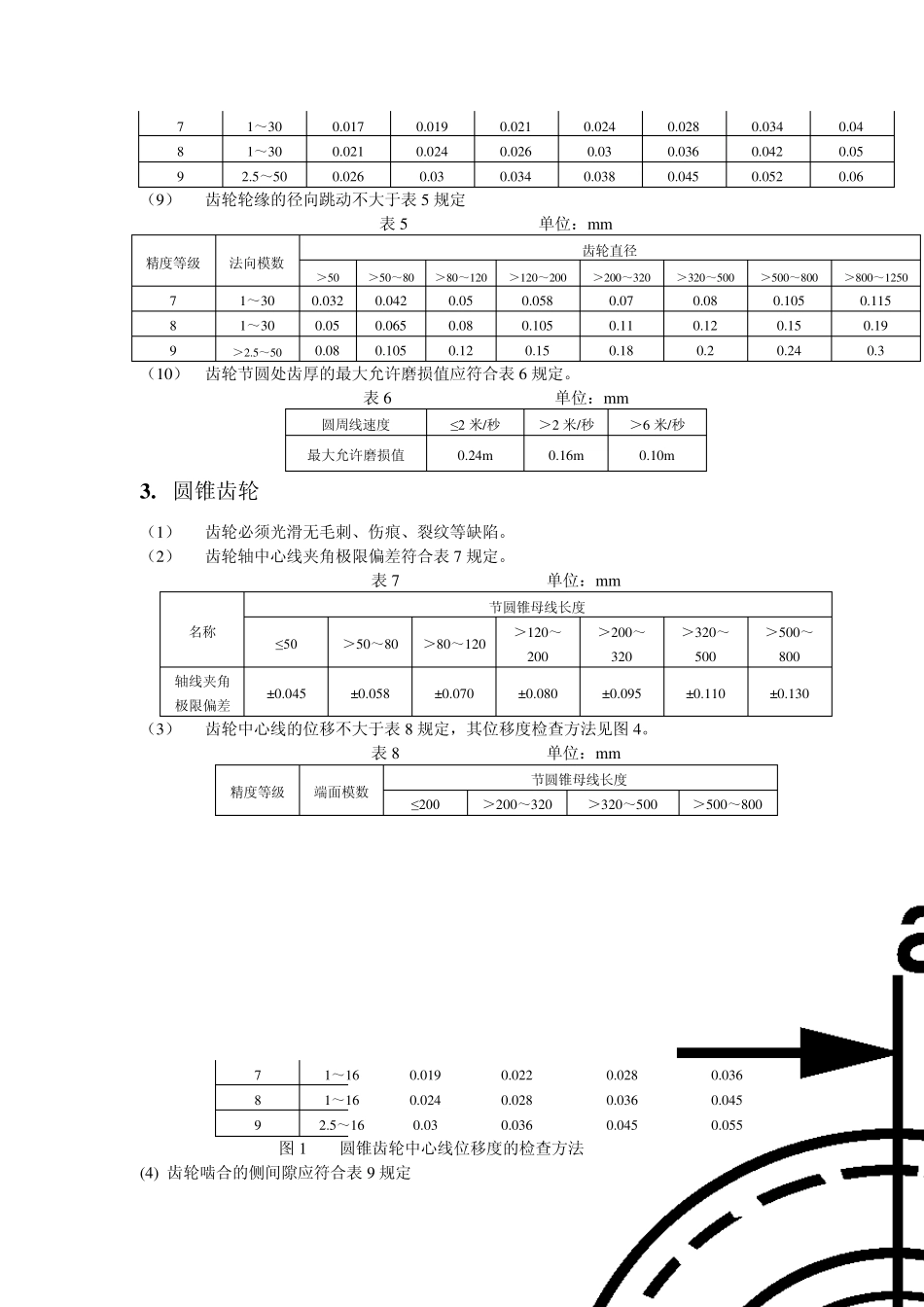
渐开线圆柱齿轮 (1) 齿轮不得有毛刺、裂纹、断裂等缺陷
(2) 齿轮啮合处的工作面即齿高与齿宽上的剥蚀现象不大于20%
(3) 齿轮装配后啮合必须正确,其接触面积应符合表 1 的规定
表 1 名 称 精 度 等 级 7 8 9 接触 沿齿高不少于(%) 45 40 30 面积 沿齿宽不少于(%) 60 50 40 (4) 齿轮啮合的侧间隙应符合表 2 的规定
表 2 单位:mm 名称 中心距 ~50 >50~80 >80~120 >120~200 >200~320 >320~500 >500~800 >800~1250 侧间隙 0
42 (5) 齿轮啮合的顶尖隙为 0
3m(m 为法向模数)
(6) 用压铅法检查齿轮的侧间隙和顶间隙如不符合第(4)和第(5)条规定者,可按表 2 及第(4)条修正中心距来实现 (7) 两齿轮的中心距极限偏差应符合表 3 规定
表 3 单位:mm 名称 中心距 ~50 >50~80 >80~120 >120~200 极限偏差 ±0
060 ±0
080 ±0
090 ±0
105 名称 >200~320 >320~500 >500~800 >800~1250 极限偏差 ±0
120 ±0
160 ±0
180 ±0
200 (8) 齿轮中心线在齿宽上的平行度不大于表 4 规定 表 4 单位:mm 精度等级 法向模数 齿 轮 宽 度 ~55 >55~110 >110~160 >160~220 >220~