清模、组模 模具清理时,禁止使用砂纸、钢丝球、小铁铲等易损伤模具表面的物品
重点清理模具侧板、端板、底板的接触面,清理侧模、端模的接触处
1 模具清理顺序:先内后外,先侧板、端板再底板,先中间厚四周 1
2 清理关键部位:止水带凹槽、底部密封条、定位机构、侧端板连接部、侧端板下口、手孔座眼、锥形螺栓四周 1
3 清理后的模具内表面的任何部位都不得有残留杂物,与混凝土接触的表面清理时,不准用锤子和凿子凿,严防损害钢模表面,模具内表面使用海绵块及胶片配合清理,严禁用铁器清刮
清理模具外表面时,特别要注意清除测量水平的所有位置的混凝土残积物 1
4 目测及触摸检查无微小污物后方可涂油合模 2
喷涂脱模剂 2
1 喷涂脱模剂必须由专人负责 2
2 喷涂脱模剂之前,必须先检查模内表面是否尚有混凝土残积物,如有应返工清理 2
3 先用雾状喷雾器喷涂一薄层,然后用拖布均匀抹,务必使模具内表面全部均布薄层脱模剂
如两端底部有流淌的脱模剂集聚,应用拖布清理干净 3
合模 每套模具及其配件均应有编号,组装时从模体专用工具箱内取出,必须对号入座,禁止相互混用
1 组模前,应检查模具各部件、部位是否清理干净,脱模剂是否喷涂均匀,不足的地方要清抹,补喷 3
2 检查侧模板与模底板的连接缝不粘胶是否移位或脱落
如有此现象要及时修正 3
3 将环向侧模板中间螺栓用手旋紧定位,后用专用工具均衡用力拧至牢固(力矩扳手扭矩控制在350N·M)
特别注意严格使吻合标志完全对正位,并按紧螺栓,不得用力过猛
由中间位置向两端顺序拧紧,严禁反顺序操作,以免模具变形造成精度损失 3
4 把纵向侧模板(端模板)中间螺栓用手拧紧再用专用工具拧紧,由中间位置向两端顺序拧紧,严禁反顺序操作,以免导致模变形精度损失 3
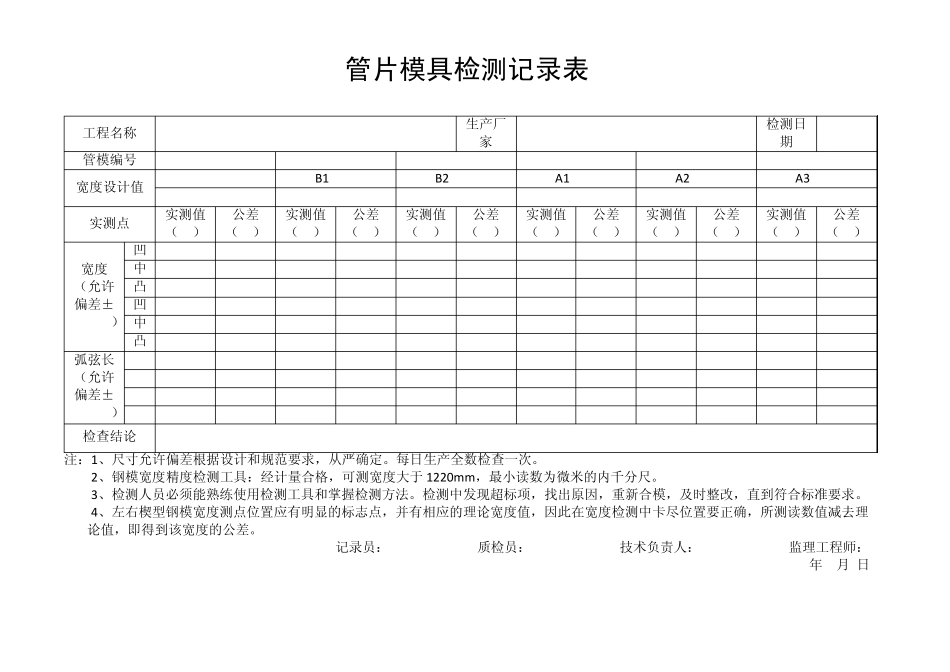
5 模具组合时后核对吻合标志,由专人对模具内弧面进行宽度测量(用内径千分尺在