实例二灭菌岗位风险评估报告报告编码:G23-R005 版本号:01项目姓名签名日期起草审核审核批准生效日期1药业股份有限公司玻瓶输液车间 C 线建成于 2001 年 6 月,年生产能力 1
5 亿瓶,作为无菌制剂,产品的无菌性是其非常重要的质量特性
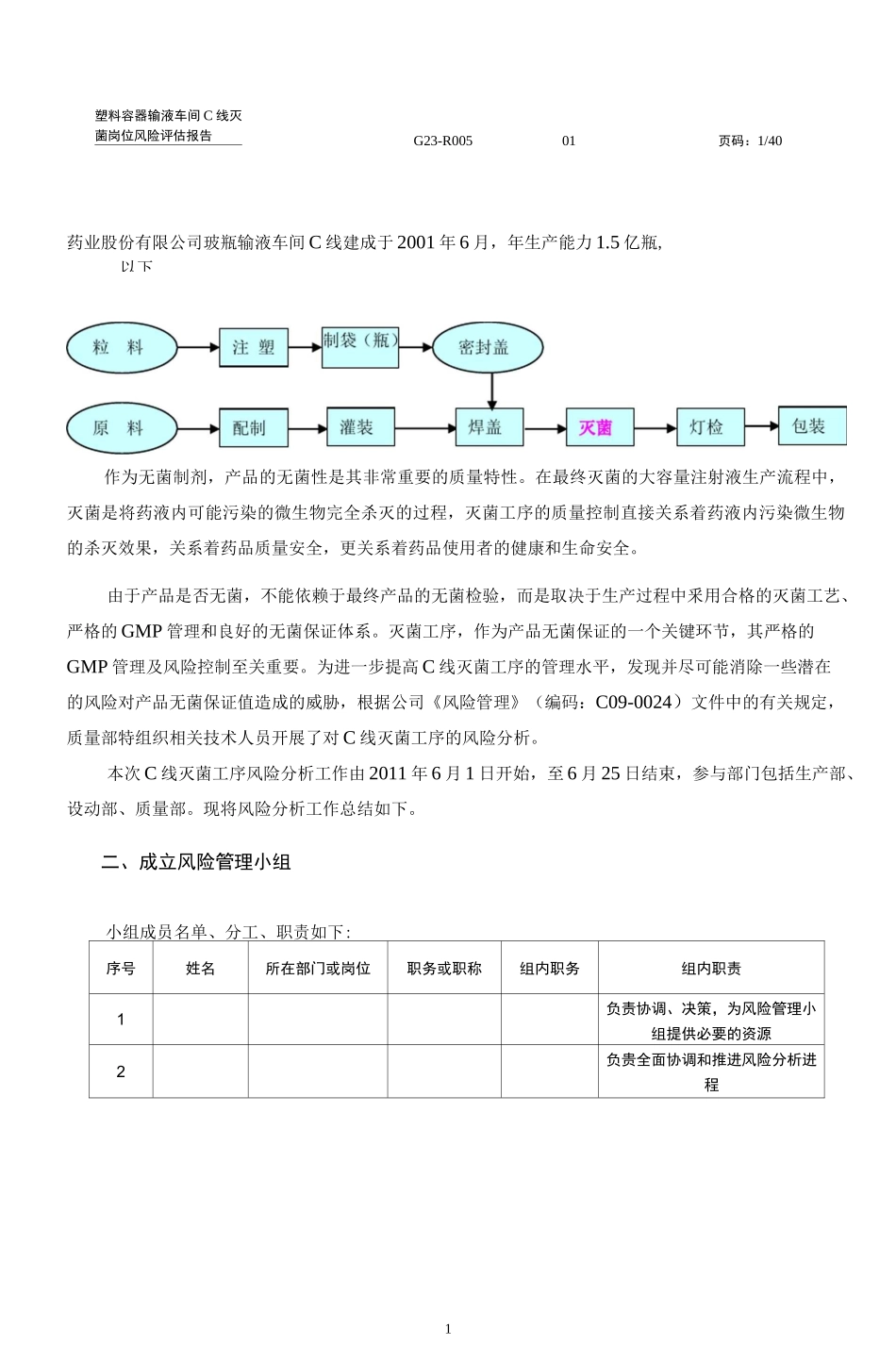
在最终灭菌的大容量注射液生产流程中,灭菌是将药液内可能污染的微生物完全杀灭的过程,灭菌工序的质量控制直接关系着药液内污染微生物的杀灭效果,关系着药品质量安全,更关系着药品使用者的健康和生命安全
由于产品是否无菌,不能依赖于最终产品的无菌检验,而是取决于生产过程中釆用合格的灭菌工艺、严格的 GMP 管理和良好的无菌保证体系
灭菌工序,作为产品无菌保证的一个关键环节,其严格的GMP 管理及风险控制至关重要
为进一步提高 C 线灭菌工序的管理水平,发现并尽可能消除一些潜在的风险对产品无菌保证值造成的威胁,根据公司《风险管理》(编码:C09-0024)文件中的有关规定,质量部特组织相关技术人员开展了对 C 线灭菌工序的风险分析
本次 C 线灭菌工序风险分析工作由 2011 年 6 月 1 日开始,至 6 月 25 日结束,参与部门包括生产部、设动部、质量部
现将风险分析工作总结如下
二、成立风险管理小组小组成员名单、分工、职责如下:序号姓名所在部门或岗位职务或职称组内职务组内职责1负责协调、决策,为风险管理小组提供必要的资源2负贵全面协调和推进风险分析进程以下塑料容器输液车间 C 线灭菌岗位风险评估报告G23-R00501页码:1/40风险管理小组在 6 月 1 日召开了首次会议,确定了本次 C 线灭菌工序风险分析的活动流程及日程安排
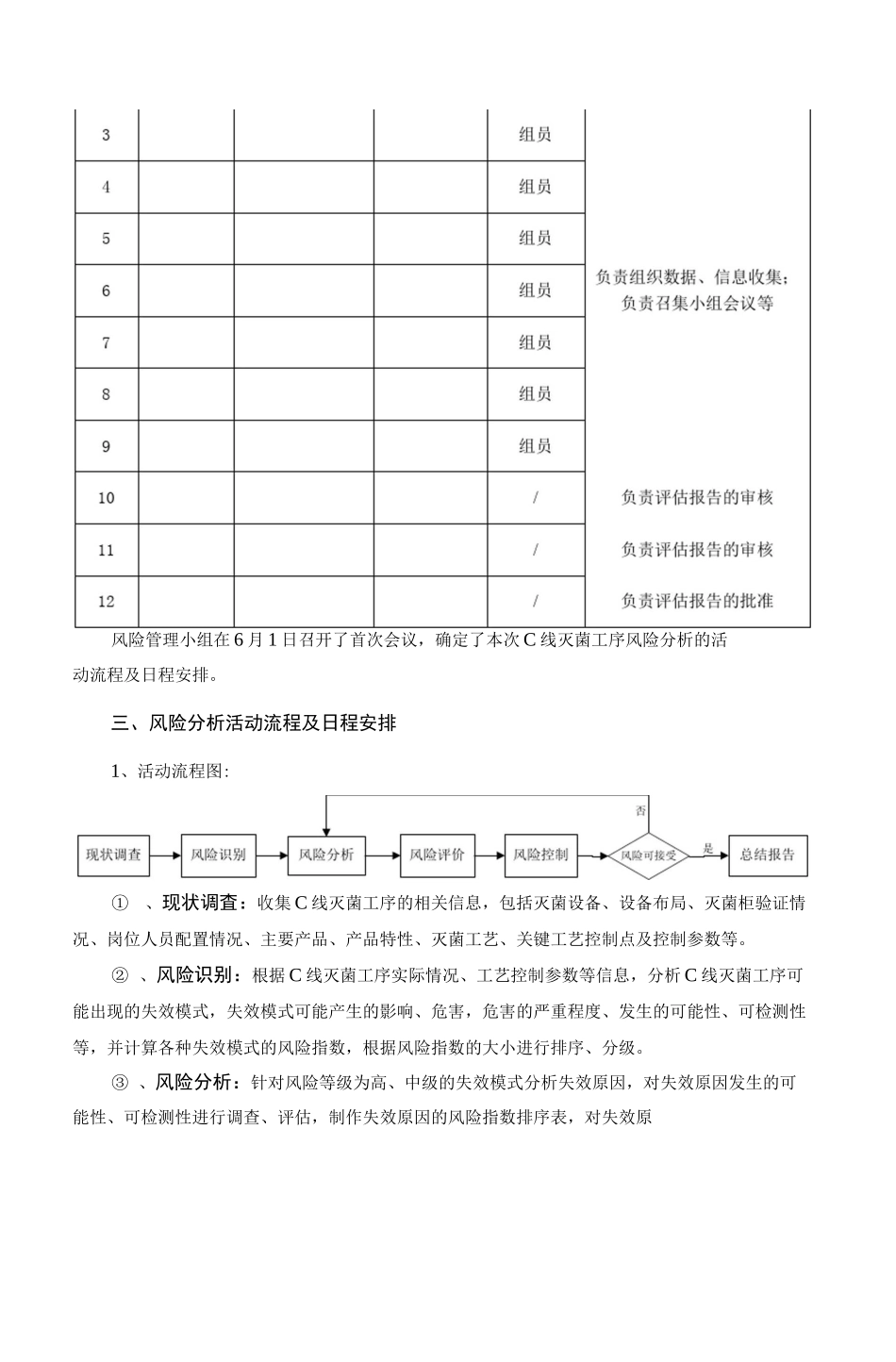
三、风险分析活动流程及日程安排1、活动流程图:①、现状调査:收集 C 线灭菌工序的相关信息,包括灭菌设备、设备布局、灭菌柜验证情况、岗位人员配置情况、主要产品、产品特性、灭菌工艺、关键工艺控制点及控制参数