电子整机装配工艺规程 1 整机装配工艺过程 1
1 整机装配工艺过程 整 机 装 配 工 艺 过 程 即 为 整 机 的 装 接 工 序 安 排 , 就 是 以 设 计 文 件 为 依 据 , 按 照工 艺 文 件 的 工 艺 规 程 和 具 体 要 求 , 把 各 种 电 子 元 器 件 、机 电 元 件 及结构件 装 连在印制电 路板、机 壳、面板等指定位置上, 构成具 有一定功能的 完整 的 电 子 产品的过 程
整 机 装 配 工 艺 过 程 根据 产品的 复杂程 度、产量大小等方面的 不同而有所区别
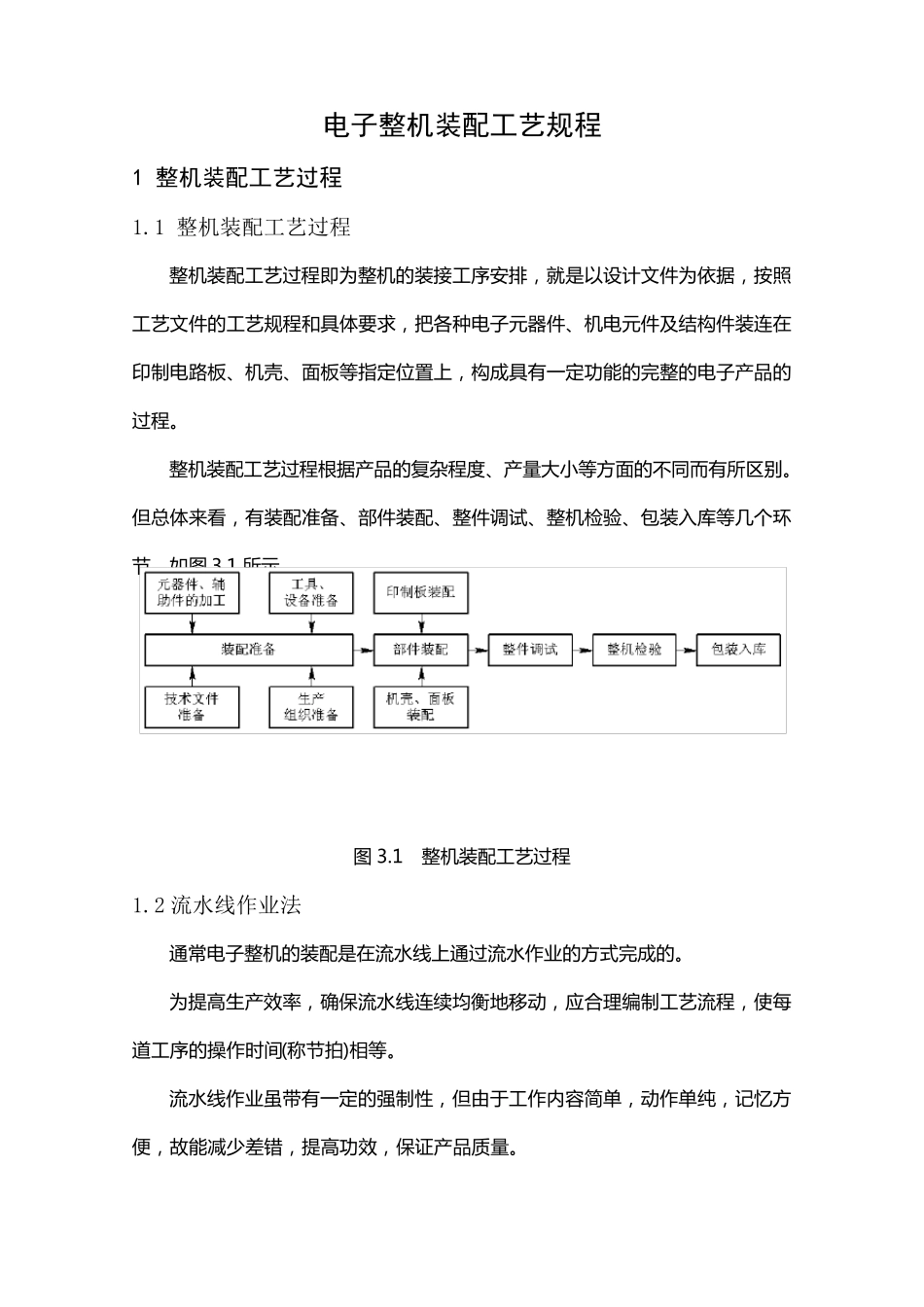
但总体 来看, 有装 配 准备、部件 装 配 、整 件 调试、整 机 检验、包装 入库等几个环节, 如图 3
1 整 机 装 配 工 艺 过 程 1
2 流水线作业法 通常电 子 整 机 的 装 配 是 在流水线上通过 流水作业的 方式完成的
为 提高生产效率, 确保流水线连续均衡地移动, 应合理编制工 艺 流程 , 使每道工 序 的 操作时间(称节拍)相等
流水线作业虽带有一定的 强制性, 但由于工 作内容简单, 动作单纯, 记忆方便, 故能减少差错, 提高功效, 保证产品质量
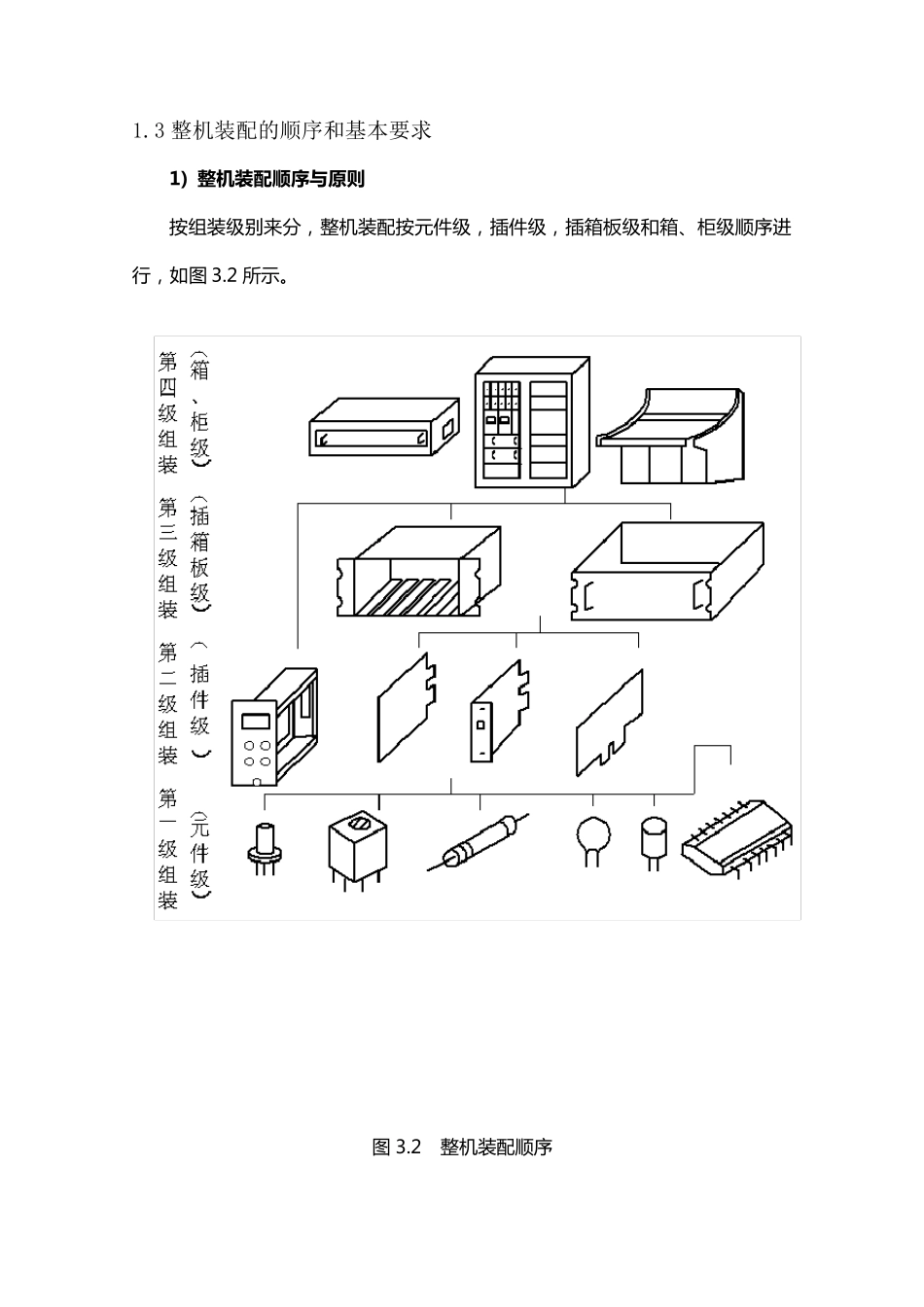
3 整机装配的顺序和基本要求 1) 整 机 装 配 顺 序 与原则 按 组 装 级 别 来 分 , 整 机 装 配 按 元 件 级 , 插 件 级 , 插 箱 板 级 和 箱 、柜级 顺序进行, 如图 3
2 整 机 装 配 顺序 元 件 级 : 是 最 低 的 组 装 级 别 , 其 特 点 是 结 构 不 可 分 割
插 件 级 : 用 于 组 装 和 互 连 电 子 元 器 件
插 箱 板 级 : 用 于 安 装 和 互 连 的 插 件 或 印 制 电 路 板 部 件
箱 、柜级 : 它主要通过电 缆及连 接器 互 连