消防钢管施工技术交底 钢管安装 一 管道安装应符合现行国家标准《工业金属管道工程施工及验收规范》GB 50235、《现场设备、工业管道焊接工程施工及验收规范》GB 50236 等规范的规定,并应符合下列规定: 1 材料堆放在西侧场地,用木方或者砖垫起来,温度过高或者下雨天要用苫布苫上,防止生锈或者污染
2 管道防腐:涂料由冷缠带及无溶剂底胶两部分组成
冷缠带规格为250mm宽,搭接宽度20-25mm,无溶剂底胶(常温性)由分装的A、B 组分组成,钢材表面除锈处理至st3 级,涂层结构,底胶---冷缠带,总干膜厚度≥800um,缠带后再次涂胶,以填充冷缠带的缝隙
缠带后再次涂胶,以填冲冷缠带的缝隙
3 从西侧厂区到管沟运输管道用挖子搬运,过程中用绳索绑紧,周围两米范围内不准有人路过,到管沟处轻轻放入沟中
4 对首次采用的钢材、焊接材料、焊接方法或焊接工艺,施工单位必 须 在施焊前 按 设计 要求 和 有关 规定进 行焊接试 验,并应根 据 试 验结果 编 制 焊接工艺指导 书 ; 焊接工艺评 定见 附 件
5 焊工必 须 按 规定经 相 关 部门 考 试 合格后持 证 上岗 ,并应根 据 经 过评 定的焊接工艺指 导 书 进 行施焊; 6 在管沟进 行焊接时 ,周围要放具 有烘 干作 用的烘 干桶 和 保 温作 用的焊条桶 ,还 要有灭 火 器 ,焊接工人要穿 有防火 功 能 的焊接马 甲 ,安全 帽 ,电 焊面罩 等
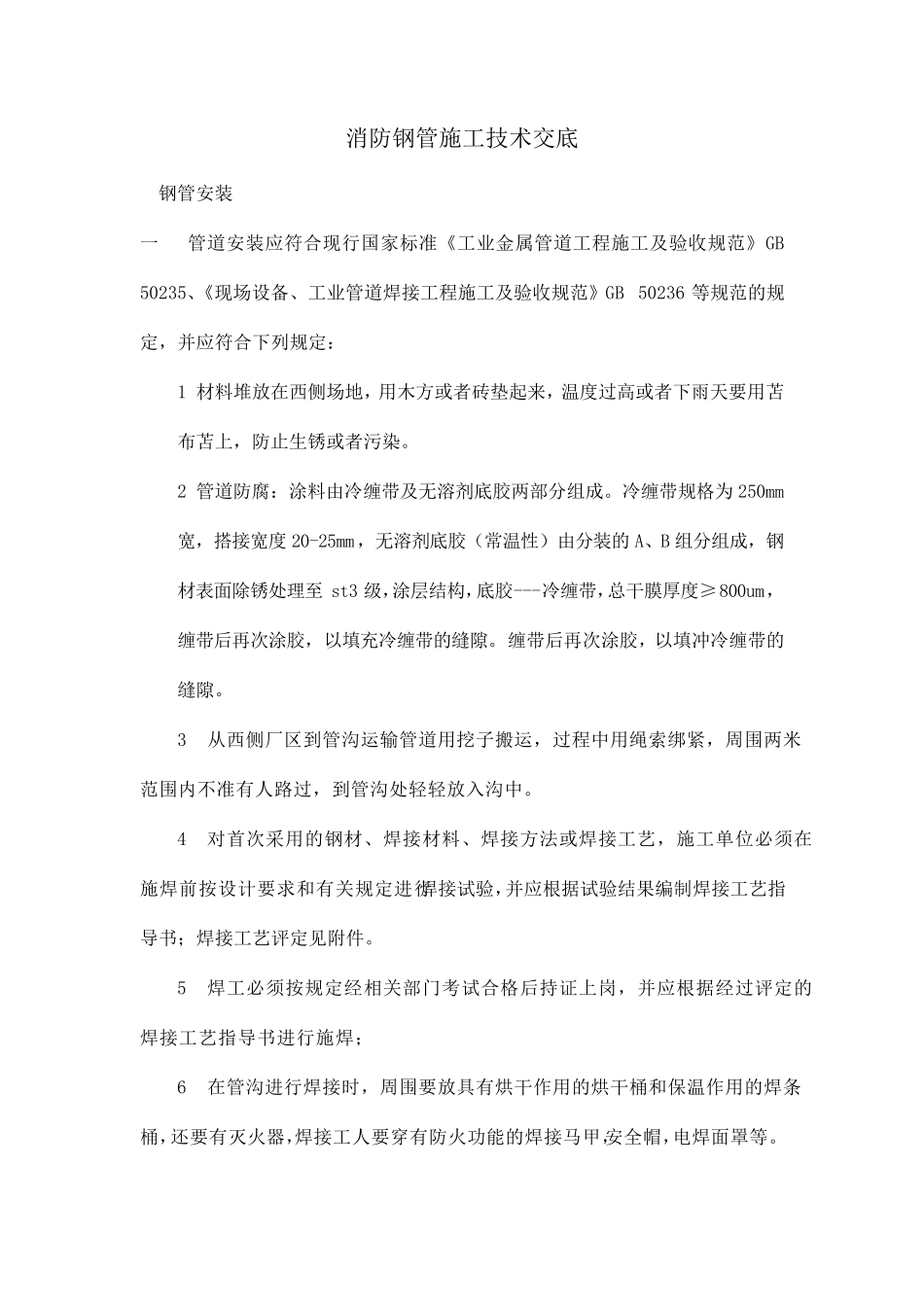
表1 焊缝的外观质量 项目 技术要求 外观 不得有熔化金属流到焊缝外未熔化的母材上,焊缝和热影响区表面不得有裂纹、气孔、弧坑和灰渣等缺陷;表面光顺、均匀、焊道与母材应平缓过渡 宽度 应焊出坡口边缘 2~3mm 表面余高 应小于或等于 1+0
2 倍坡口边缘宽度,且不大于 4mm 咬边 深度应小于或等于 0
5mm,焊缝两侧咬边总长不得超过焊缝长度的